

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

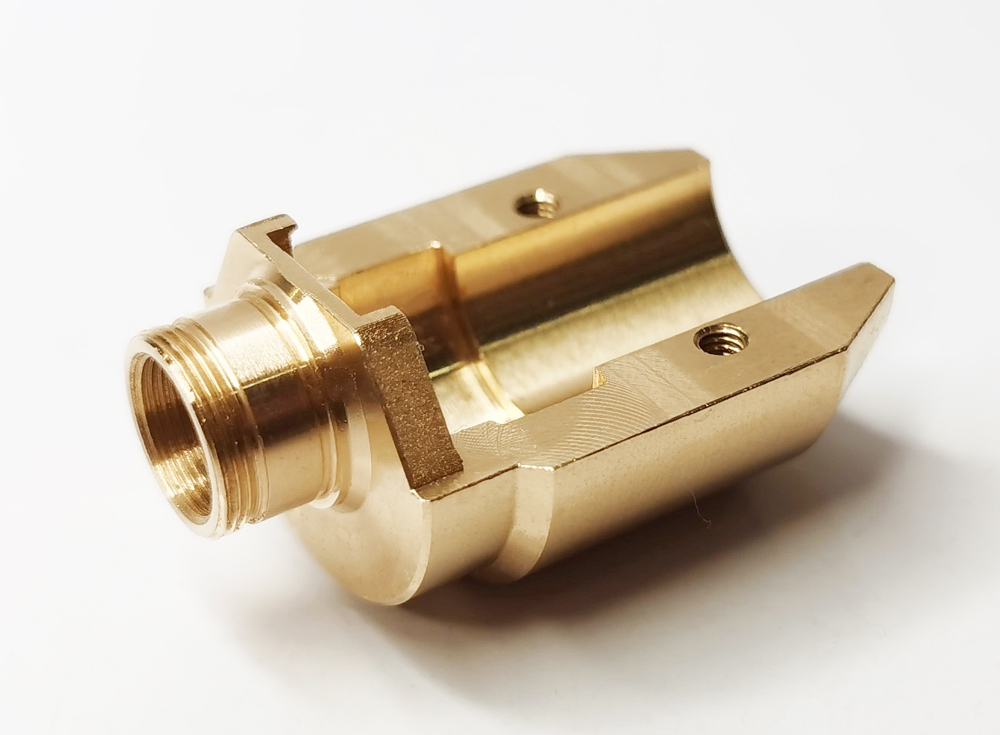
A chave para dobrar a eficiência de processamento de peças de cobre e alumínio reside no design inovador de instalações de torno automático, cujo núcleo reside na realização de "mudança zero" e "autoadaptação inteligente". A seguir estão as três tecnologias principais:
1. Estrutura de mudança rápida do diafragma pneumático
O diafragma elástico é usado para substituir a mandíbula tradicional, e a velocidade de fixação de 0,8 segundos é realizada por acionamento de pressão de ar. O diafragma é incorporado com um sensor de pressão, que pode compensar automaticamente a deformação da peça de trabalho e reduzir o tempo de fixação tradicional em 75%. É especialmente adequado para as características de fácil deformação de peças de cobre e alumínio, garantindo que o paralelismo da superfície de processamento seja controlado dentro de 0,02mm.
 2. Luminária modular combinada
2. Luminária modular combinada
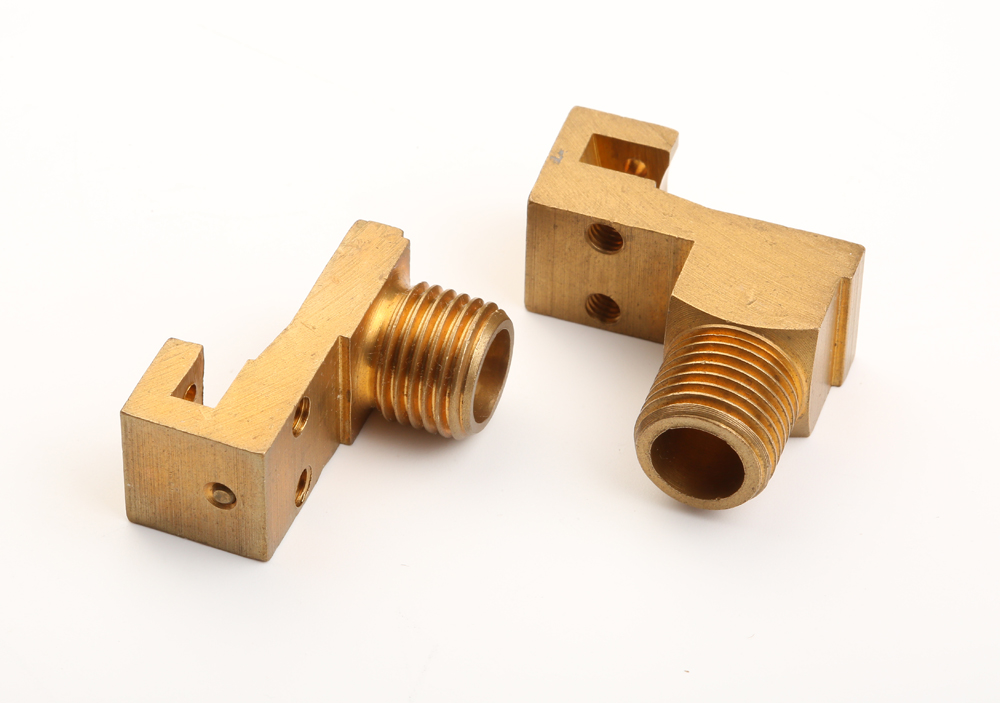
Com base no conceito de "bloco de construção", o acessório é decomposto em componentes padronizados, como matriz de posicionamento, unidade de prensagem e módulo de suporte. Através do chip RFID para identificar automaticamente o código da peça de trabalho, o controlador central chama automaticamente o esquema de combinação de módulos correspondente para alcançar a substituição complexa em 3 minutos, que é 4 vezes mais eficiente do que os acessórios tradicionais.
3. Sistema adaptativo de compensação térmica
Em vista do grande coeficiente de expansão térmica do alumínio, micro termopar e sensor de deslocamento são integrados na luminária. Monitoramento em tempo real das mudanças de temperatura durante o processamento, ajuste automático da força de fixação pelo servo motor, compensação dinâmica da deformação térmica, de modo que a precisão dimensional do processamento em lote seja estável em 0,01mm e a taxa de sucata seja reduzida em mais de 80%.
 Após a aplicação deste acessório, a capacidade média diária de produção de um único torno automático foi aumentada de 800 peças para 1650 peças, e o tempo de substituição foi reduzido para 1 / 5 da solução tradicional. A chave é transformar o "aperto passivo" em "controle inteligente ativo", de modo que a taxa de utilização das máquinas-ferramentas exceda 92% e o salto duplo de eficiência e precisão seja realmente realizado.
Após a aplicação deste acessório, a capacidade média diária de produção de um único torno automático foi aumentada de 800 peças para 1650 peças, e o tempo de substituição foi reduzido para 1 / 5 da solução tradicional. A chave é transformar o "aperto passivo" em "controle inteligente ativo", de modo que a taxa de utilização das máquinas-ferramentas exceda 92% e o salto duplo de eficiência e precisão seja realmente realizado.






