English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. este unul dintre cei mai importanți producători profesioniști de piese metalice de precizie din China, înființat în 2006.
Ștampilarea metalelor este o metodă de prelucrare a metalelor care este construită pe baza deformării plastice a metalului. Utilizează matrițe și echipamente de ștampilare pentru a aplica presiune pe tablă, cauzând deformarea plastică sau separarea tablă, obținând astfel piese (piese ștampilate) cu anumite forme, dimensiuni și performanțe. Tehnologia de formare a ștampilării joacă un rol important în procesul de fabricație a caroseriilor auto.
Ștanțarea metalelor poate fi utilizată pentru a procesa forme metalice concave superficiale, iar cerințele de prelucrare pentru matrițe sunt relativ ridicate, iar acest proces este potrivit numai pentru producția pe scară largă. Acest proces are o precizie ridicată în procesare și nu există nicio modificare semnificativă a grosimii materialului. Atunci când raportul dintre adâncime și diametru scade, procesul de prelucrare este foarte similar cu desenul adânc, iar niciunul dintre aceste procese de prelucrare nu reduce semnificativ grosimea materialului.
Producția în masă a pieselor necesită utilizarea cuprinzătoare a mai multor procese de formare și tăiere pe baza uneltelor progresive. O serie de matrițe sunt esențiale în procesarea rapidă. În timpul procesului de prelucrare a pieselor, uneori este necesar să se efectueze o a doua operație pe piesele formate anterior. Unele părți pot necesita 5 sau mai multe operațiuni, ceea ce reflectă cantitatea de procese. Acest proces poate prelucra foi metalice în forme cilindrice, conice și emisfere. Combinația frecventă de ștanțare și presare în proces oferă întregului design o gamă largă de opțiuni, cum ar fi atunci când prelucrarea marginilor flanșei, roți asimetrice și forme cu perforații, caracteristicile distinctive ale acestui proces sunt proeminente.
Descriere tehnică 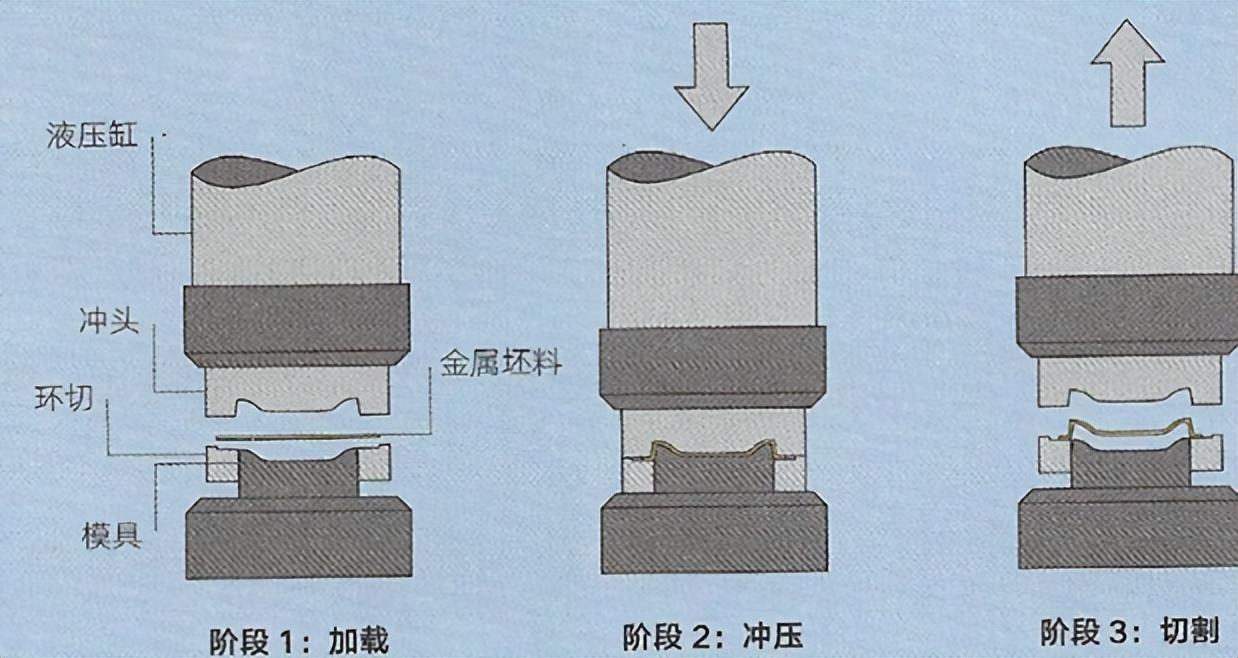
Ștanțarea metalelor este un proces specific efectuat pe o mașină de ștanțat, care transferă puterea la ștanț printr-un cilindru hidraulic sau un dispozitiv mecanic (cum ar fi o presă cu came). În general, cilindrii hidraulici sunt aleși deoarece au presiune uniformă pe tot parcursul ciclului de ștanțare, iar cei care utilizează dispozitive mecanice au, de asemenea, un loc în industria de prelucrare a metalelor.
Pumnurile și matrițele sunt specializate și, în general, efectuează o singură operație de formare sau perforare. În timpul funcționării, billetele metalice sunt de obicei încărcate pe bancul de lucru. Apoi prindeți pumnul și finalizați procesul de formare a piesei într-o singură cursă.
După finalizarea turnării, stripperul se deplasează în sus și ejectează piesa, punct în care piesa este îndepărtată. Uneori formarea pieselor este un proces continuu, iar după prelucrare, trebuie, de asemenea, să treacă printr-un proces de ștanțare. Acest lucru este cunoscut în mod obișnuit ca procesul continuu de prelucrare și formare a mucegaiului.
În aceste condiții de prelucrare, piesele metalice prelucrate sunt transferate la următoarea etapă de prelucrare pe bancul de lucru. Acest proces poate fi operat manual sau prin intermediul liniilor de transfer. Majoritatea sistemelor sunt automatizate și mențin viteze mari de procesare. Următorul pas poate implica prelucrarea sub presiune, ștampilarea, curling sau alte prelucrări secundare.
Aplicarea tipică a procesării de ștanțare este foarte extinsă. Marea majoritate a proceselor de prelucrare a metalelor la scară largă din industria auto sunt ștanțarea sau extrudarea, inclusiv caroseriile auto, căptușelile ușilor și ornamentele.
Acest proces este utilizat pentru prelucrarea corpurilor metalice ale camerelor foto, telefoanelor mobile, carcaselor TV, aparatelor de uz casnic și playerelor MP3. Echipamentele de bucătărie și birou, uneltele și cuțitele utilizează, de asemenea, acest proces. Forma externă și structura internă a pieselor pot fi prelucrate folosind acest proces.
Producția în loturi mici de piese utilizând procese conexe se realizează prin prelucrarea plăcilor metalice, filarea metalelor sau formarea de îndoire. Aceste procese pot produce forme similare cu ștanțarea metalică, dar necesită abilități relativ ridicate de muncă.
Deși procesele de ștanțare și desenare profundă sunt similare, există încă diferențe semnificative. Când adâncimea piesei este mai mare de 1/2 din diametru, piesa trebuie alungită pentru a reduce grosimea peretelui. Acest lucru necesită o funcționare treptată și lentă pentru a evita întinderea excesivă și ruperea materialului.
Formarea supraplazică poate utiliza operații simple pentru a produce piese mai mari și mai profunde. Cu toate acestea, această prelucrare este limitată la aluminiu, magneziu și titan, deoarece necesită materialul să aibă superplasticitate.
Profilele metalice formate prin calitatea prelucrării combină ductilitatea și rezistența materialelor metalice ale pieselor, sporind rigiditatea și luminozitatea.
Dacă cerințele privind efectul de suprafață nu sunt deosebit de stricte, piesele trebuie doar să fie ușor tratate cu bururi după deformare. Sablarea cu nisip este utilizată pentru a reduce rugozitatea suprafeței. Piesele pot fi, de asemenea, prelucrate ulterior prin pulverizare, vopsire sau galvanizare.
Acestea sunt metode pentru fabricarea rapidă și precisă a formelor concave superficiale folosind tablă de metal. Cercurile, pătratele și poligoanele pot folosi acest proces.
Piesele cu pereți subțiri pot spori rezistența pieselor prin adăugarea de coaste, iar acest lucru poate reduce greutatea și costurile de procesare. Alegerea unei matrițe adecvate poate procesa profile cu curbe compozite și suprafețe complexe. Un proces similar pentru a finaliza acest loc de muncă este prelucrarea plăcilor metalice, dar necesită lucrători cu înaltă calificare. Mucegaiurile moi pot fi aplicate la prelucrarea plăcilor metalice și ștanțarea metalelor. O parte a acestei matrițe este fabricată din cauciuc rigid, care poate aplica o presiune suficientă pentru a forma o billetă metalică pe pumn.
Considerații de proiectare: Ștampilarea se efectuează pe o axă verticală. Prin urmare, unghiul concav se formează în a doua ștanțare. Ștampilarea secundară include deformarea presiunii, extensia de tăiere și curling.
Prima operațiune de ștanțare poate reduce numai diametrul materialului defect cu 30%. Funcționarea continuă poate reduce diametrul cu 20%. Aceasta înseamnă că prelucrarea anumitor piese necesită un anumit număr de ștanțare continuă.
În tehnologia de desenare profundă, procesul este adesea limitat de capacitatea de prelucrare a mașinii. Dimensiunea patului mașinii determină dimensiunea billetului, iar cursa determină lungimea de întindere. Ciclul de prelucrare este determinat de cursa și complexitatea pieselor.
Grosimea oțelului inoxidabil ștanțat variază de la 0,4 la 2 mm și este posibilă prelucrarea plăcilor groase de până la 6 mm, dar va fi afectată de formă și formă.
Multe foi metalice, cum ar fi oțel carbon, oțel inoxidabil, aluminiu, magneziu, bol, cupru, alamă și zinc, pot fi prelucrate folosind acest proces.
Costul de procesare este relativ ridicat datorită necesității de matrițe metalice de înaltă rezistență în timpul procesării. Mucegaiurile semirigide din cauciuc au costuri mai mici, dar necesită încă unelte metalice cu o singură față și sunt potrivite numai pentru producția de loturi mici.
Ciclul de prelucrare este foarte scurt, iar 1 până la 100 de piese pot fi prelucrate în 1 minut. Înlocuirea și configurarea matrițelor necesită o anumită perioadă de timp.
Costul forței de muncă este relativ scăzut datorită gradului ridicat de automatizare. lustruirea și lustruirea vor crește semnificativ costurile forței de muncă.
Toate deșeurile pot fi reciclate datorită impactului asupra mediului. Articolele durabile pot fi produse folosind tehnologia de ștanțare metalică.