English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

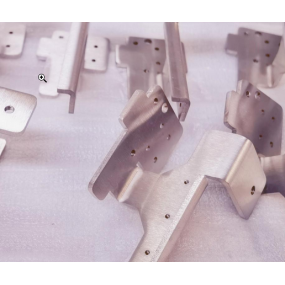
Cheia tehnicității procesării de ștanțare este alocarea proceselor de producție și selectarea diverșilor parametri principali. Yiwei Precision a fost angajat în prelucrarea personalizată a pieselor de ștanțare de mai mult de 10 ani, acumulând experiență bogată. După ani de rezumare, am venit cu următoarele standarde tehnice și parametri principali pentru referința dumneavoastră.

1. Selectarea instrumentelor. Criteriul general de selectare a uneltelor de tăiere este dezvoltarea economică. În conformitate cu standardele reglementărilor de producție și prelucrare, adâncimea suspensiei sculei ar trebui să fie cât mai scurtă posibil, iar diametrul lamei CNC ar trebui să fie cât mai mare posibil, ceea ce este benefic pentru reducerea rugozității suprafeței de producție și prelucrare și dezvoltarea rigidității, disiparea căldurii și durata de viață a software-ului sistemului de scule. Cu toate acestea, trebuie remarcat faptul că jumătatea razei sculei pentru distanța din spate ar trebui să fie mai mică decât unghiul mic al profilului roții.
2. Selectarea strungului. Adoptarea unui software de sistem de strung cu rigiditate bună și precizie ridicată, inclusiv un sistem de control servo-buclă închisă.
3. Alocarea fluxului de procese. După tratarea termică a marginii de tăiere, fluxul procesului de producție și prelucrare supertare este alocat prelucrării profunde a profilului și prelucrării semi-profunde a marginii de tăiere, urmată de tratamentul termic pentru a rezolva problema, iar apoi producția și prelucrarea superioară a marginii de tăiere se efectuează folosind un strung.
4. Lăţimea totală a lamei. Lățimea totală a benzii lamei inferioare nu trebuie să depășească 25mm, lățimea totală a benzii lamei exterioare nu trebuie să depășească 20mm, iar lățimea totală a benzii lamei interioare nu depășește 15mm. Dacă lățimea totală a marginii lamei depășește această valoare, spațiul spate trebuie frezat înainte de tratamentul termic.
5. Capacitatea orală. Cantitatea rămasă de prelucrare pre-încorporată după prelucrarea semi-adâncă a marginii de tăiere este de 0,2-0,3 milimetri (luând în considerare deformarea cauzată de tratamentul termic și stingerea), ceea ce înseamnă că producția de prelucrare de producție superdură după tratamentul termic al marginii de tăiere ar trebui să fie de 0,1-0,3 milimetri. Schimbul excesiv de capacitate de producție poate afecta precizia prelucrării și poate agrava uzura lamelor CNC. Dacă capacitatea este prea mică, există o posibilitate ridicată de deficit de material în timpul deformării tratamentului termic.
6. Puterea sabiei. Rezistența lamei după tratamentul termic este de aproximativ HRC55-65.