

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Astăzi, vă voi împărtăși principalii factori de luat în considerare atunci când alegeți un centru de prelucrare cu cinci axe, folosind centrul de prelucrare Makino lider în industrie cu cinci axe ca exemplu. Vă voi oferi o listă detaliată a celor care nu știu
01
Structura determină performanța echipamentului
Există diferite structuri ale centrelor de prelucrare cu cinci axe, iar designul structural al mașinii unelte determină performanța echipamentului, inclusiv rigiditatea, precizia prelucrării, stabilitatea, operabilitatea și așa mai departe.
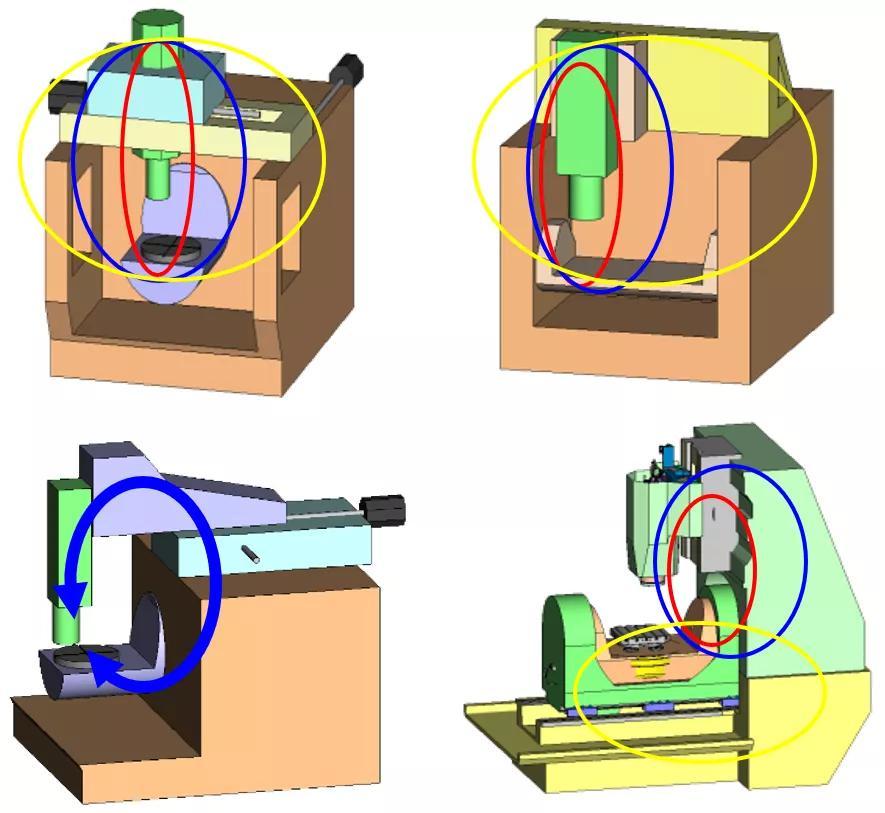
Următoarele aspecte ar trebui luate în considerare în principal:
1) Axa liniară nu se îmbină sau se suprapune atunci când se deplasează
2) Echipamentele cu circuite scurte de tăiere au o rigiditate bună
3) Este axa de rotație basculantă un motor DD
4) Este legătura cu 5 axe
5) proximitatea pe 5 axe
Centrul de prelucrare cu cinci axe Makino D200Z/D800Z/a500Z adoptă o structură de masă de lucru cu rigiditate ridicată în formă de "Z", așa cum se arată în figura de mai jos. Masa de lucru nu necesită suport la ambele capete, cu rulmenți înclinați cu diametru mare și un centru de greutate al piesei de prelucrat B în cadrul A. În comparație cu structurile tradiționale de suport unic, cantitatea de îndoire d este extrem de mică, iar brațul de forță L este mai scurt.
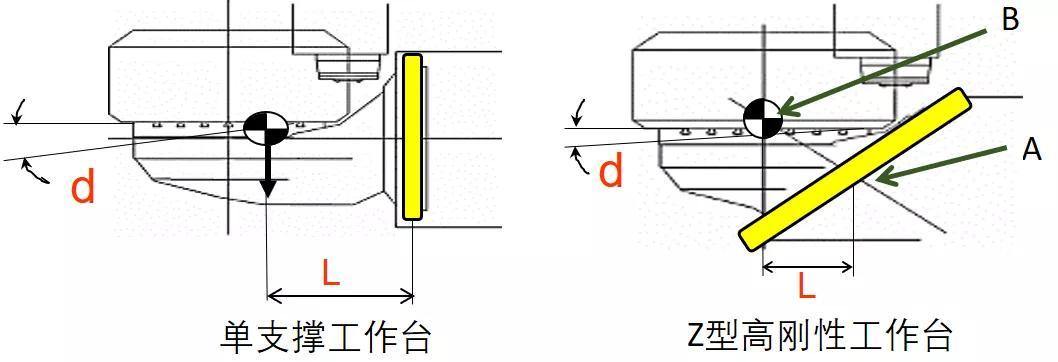
Această structură cu axă înclinată poate realiza prelucrări de înaltă precizie comparabile cu centrele de prelucrare cu 3 axe. Chiar și atunci când încărcați și rotiți componente grele, deformarea bancului de lucru poate fi controlată la minim. În același timp, rulmenții cu rigiditate ridicată și motoarele cu acționare directă pot obține o rotație de înaltă precizie și lină cu vibrații minime. În plus, are o proximitate spaţială excelentă.
02
Precizia axei de rotație a înclinației
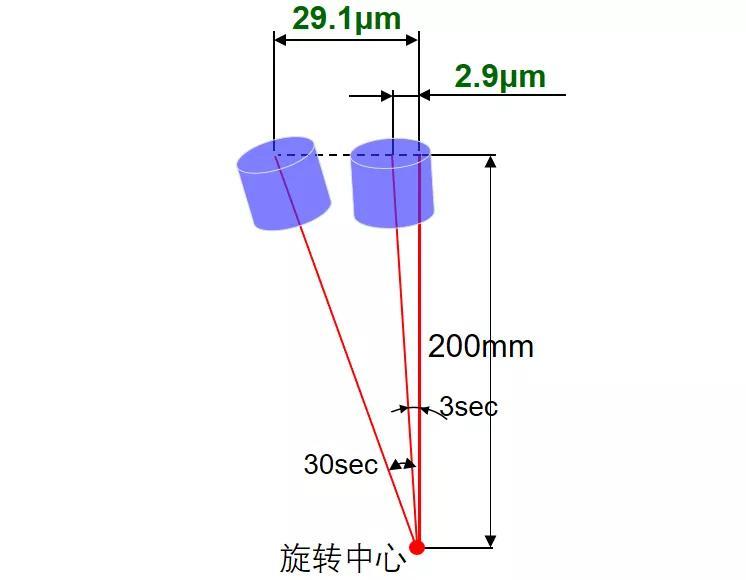
Precizia de prelucrare a mașinilor-unelte este afectată direct de precizia axei rotative. Pentru a înțelege impactul real al preciziei axei rotative înclinate asupra preciziei prelucrării, utilizați mașina-unelte Makino D800Z.
1= 60′
1′= 60″
1=3600″
Rezoluția minimă a axei B / C a mașinii unelte D800Z este de 0,0001 grade, care este de 0,36 inci, iar precizia de poziționare este de 3 inci. Prin următoarea diagramă de calcul, putem cunoaște eroarea de precizie rezultată.
03
Evitarea coliziunilor de interferență
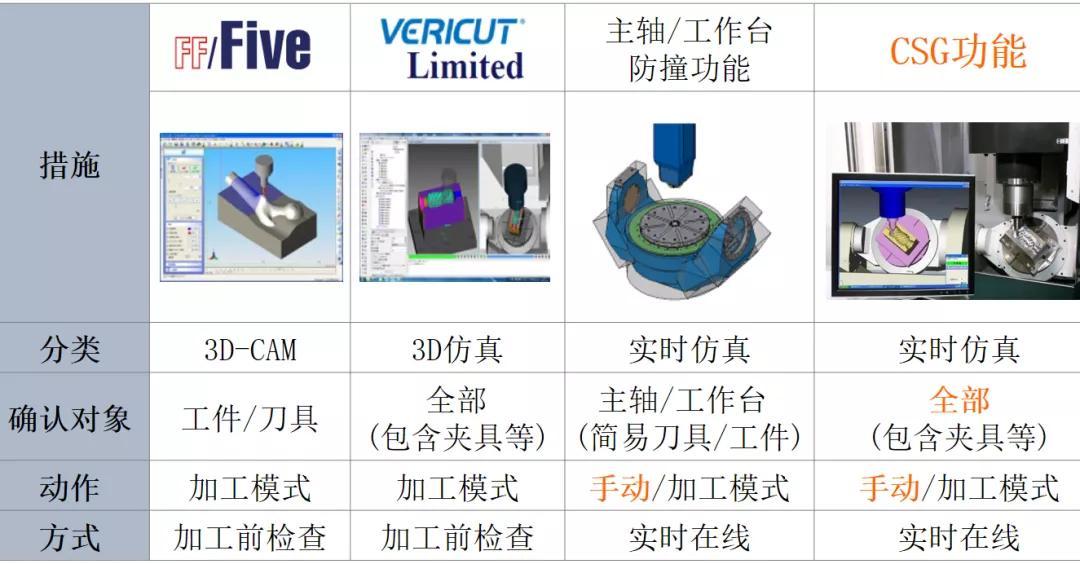
În plus față de utilizarea software-ului bazat pe calculator pentru inspecția interferențelor, centrul de prelucrare cu 5 axe Makino este echipat cu funcția CSG de simulare online în timp real, care poate preveni interferențele chiar și în modul manual.
Funcția CSG de simulare online în timp real poate verifica posibilele erori de scule sau erori de setare a lungimii sculei înainte de procesare, pentru a minimiza opririle de urgență în timpul funcționării. În timpul funcționării, pe baza datelor pre-calibrate și ajustate, precum și a coordonatelor, valorilor de offset și a altor informații de poziție citite de la dispozitivul de control CNC, se preconizează posibilitatea interferențelor. Odată ce mașina-unelte se oprește din funcționare, ecranul de stare poate fi afișat în timp real și părțile de interferență preconizate și direcția de mișcare a axei pot fi confirmate.
04
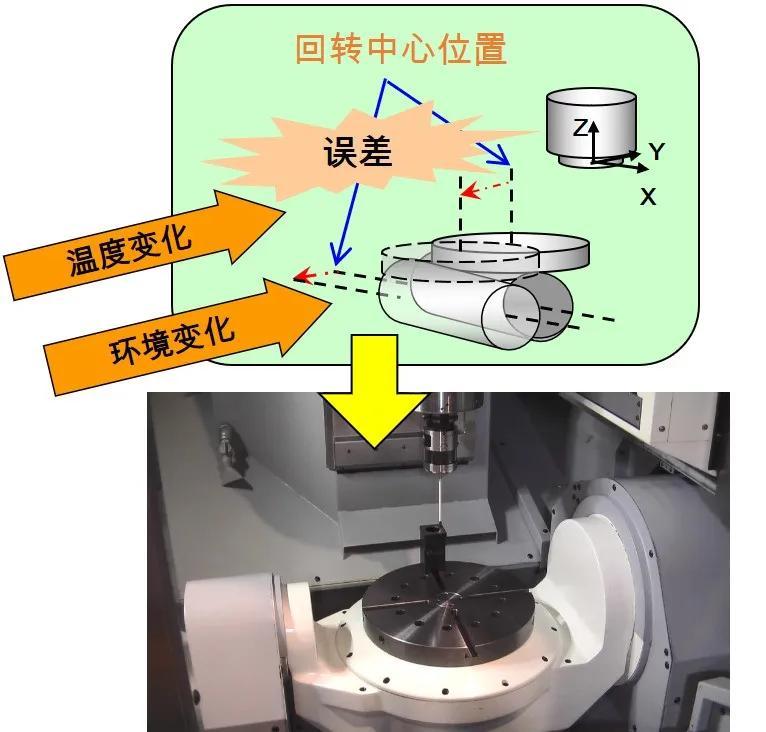
Corecția centrului de rotație
Schimbarea centrului de rotație cauzată de schimbările de mediu și temperatură poate afecta precizia prelucrării cu cinci axe. Ar trebui să fie capabilă să se calibreze automat prin sondă, să verifice precizia prelucrării cu 3 axe / indexare / 5 axe de prelucrare și să se asigure că eroarea sculei este mai mică sau egală cu; 4 μm.
Calibrați automat centrul de rotație pe 5 axe utilizând o sondă
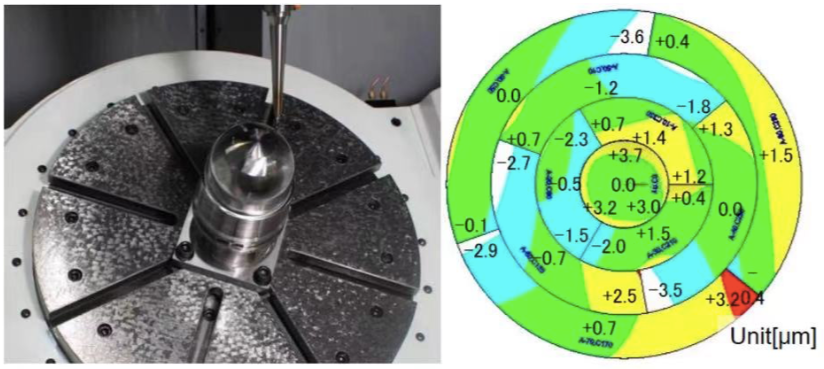
Prelucrare de verificare a preciziei prelucrării pe 3 axe/indexare/5 axe
05
Precizia legăturilor
Precizia de legătură a unui centru de prelucrare cu cinci axe reflectă rezultatele mai mulți factori. Luând Makino D200Z ca exemplu, furnizați cazuri de procesare pentru a oferi referință pentru precizia legăturii.
Echipament de prelucrare: D200Z
CAM:FFCAM
Materialul piesei de lucru: NAK80 (40HRC)
Dimensiunea piesei de lucru: 140x140x35mm
Cavitate mucegai: unghi liber R0.22mm, adâncime 20mm
Timp de procesare: 1H35min/pocket
Scule de tăiere: 7 perechi și 6 tipuri
Precizia legăturii: precizia poziției 2 μm, precizia formei 3 μm
06
Suport pentru procese
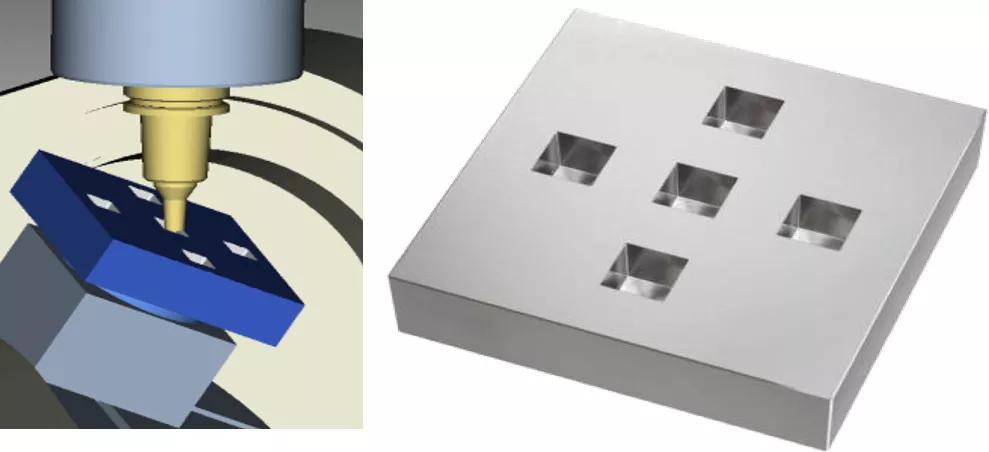
Procesul de prelucrare al unui centru de prelucrare cu cinci axe determină dacă performanța echipamentului poate fi maximizată. De exemplu, utilizarea uneltelor de tăiere neregulate poate îmbunătăți semnificativ eficiența prelucrării.
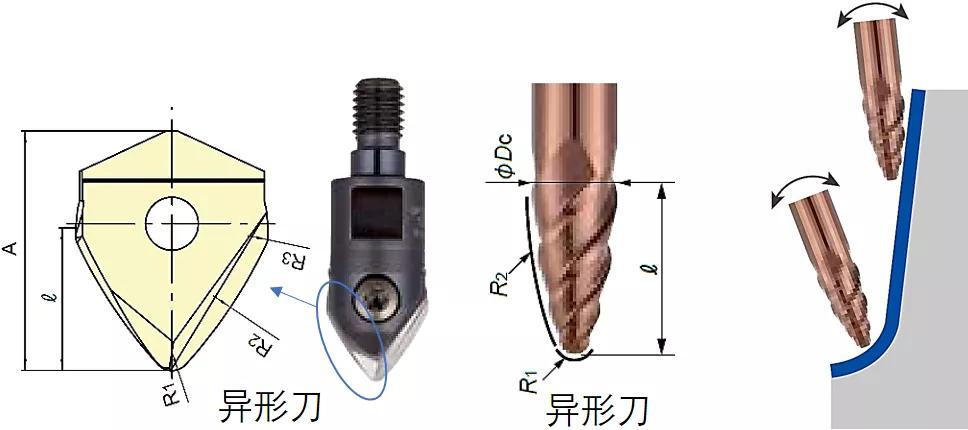
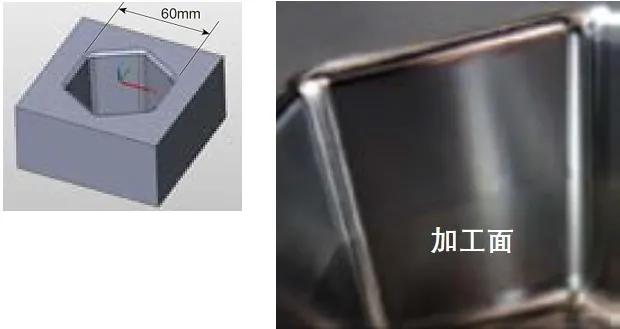
Caz de procesare: Eficiența crescută de 6 ori!
Material: YXR33 (58HRC)
Forma și dimensiunea: după cum se arată în figura de mai jos, adâncime 30mm, unghi de proiect 2, unghi liber R3mm

Bine, asta e tot pentru editor să împărtășească aici! Unii studenți spun că, chiar și după ce au citit un articol, ei încă nu pot să-l înțeleagă, la fel ca vizionarea televizorului. Învățarea UG de programare bine este de fapt foarte simplă, atâta timp cât înveți sistematic de la oameni experimentați, comunicați mai mult cu prietenii, colegii și colegii de clasă. Cu cât munceşti mai mult. Cel mai norocos! Mutați degetul mic al fiecăruia pentru a avansa la propriul cerc de prieteni pentru a beneficia mai mulți parteneri










