

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Prelucrarea la rece a foilor metalice este procesul de tăiere, modelare, conectare și alte procese în jurul materiilor prime, cum ar fi foi, profile și țevi. Are propriile caracteristici și caracteristici de prelucrare, formând astfel propriul său conținut unic de lucru de prelucrare, proces de producție și standarde de operare.
Conținutul specific de lucru al prelucrării plăcilor este legat de structura și complexitatea componentelor de tablă. În general, conținutul și pașii săi de lucru includ în principal următoarele.
Înțelegerea desenelor pieselor din tablă reprezintă o condiție prealabilă pentru prelucrarea plăcilor. Numai prin înțelegerea desenelor pieselor putem analiza și clarifica structura pieselor, putem înțelege forma, compoziția, dimensiunile și cerințele tehnice relevante ale componentelor și putem continua prelucrarea ulterioară. Desenele pieselor din tablă reprezintă nu numai baza pentru prelucrare, ci și baza pentru inspecția produsului și sunt documente tehnice importante în producție.
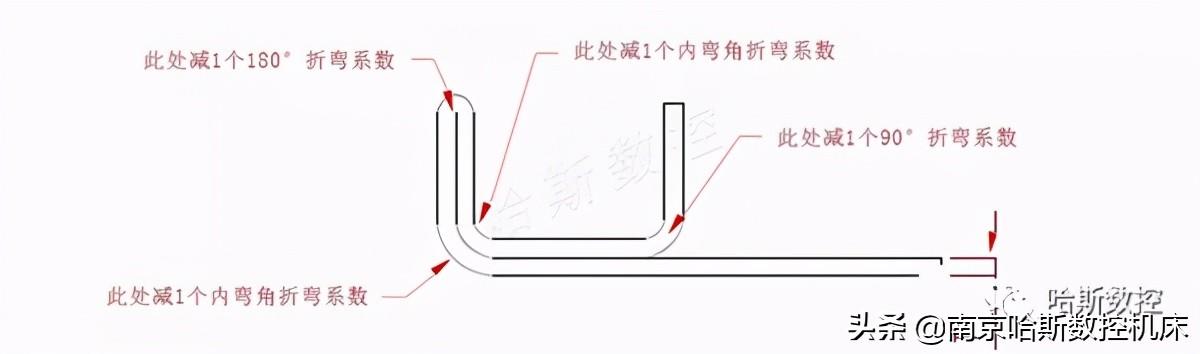
Deplierea și aspectul este primul proces de prelucrare a plăcii metalice și, în esență, este, de asemenea, unul dintre conținutul de lucru al formulării specificațiilor procesului (documente de proces care specifică procesul de fabricație și metodele de operare ale componentelor metalice).
Pregătirea specificațiilor de proces aparține pregătirii tehnologiei de producție a componentelor din tablă, care este în general finalizată de către ingineri și personal tehnic. Cu toate acestea, în diferite industrii și întreprinderi de scară diferită, pregătirea specificațiilor de proces poate varia ușor în funcție de complexitatea componentelor sau pot exista situații în care tehnicienii din tablă rece sau lucrătorii din tablă rece sunt responsabili pentru finalizarea acestora. De obicei, lucrătorii obișnuiți din tablă de prelucrare la rece trebuie doar să finalizeze sarcinile de marcare (marcare) diagrama de aspect desfășurată a componentelor prelucrate, realizarea de tije de eșantion, șabloane etc. pe baza documentelor tehnice relevante, cum ar fi diagramele de aspect desfășurate.
Panorama
3. Producție și prelucrare: Pe baza documentelor relevante de tehnologie de prelucrare a plăcii, se utilizează diverse echipamente și instrumente de prelucrare a plăcii, iar diferite metode de prelucrare (inclusiv tratament termic, tratament de suprafață etc.) sunt adoptate pentru a fabrica produse care îndeplinesc cerințele desenelor pieselor din tablă.
De obicei, procesul de fabricație al prelucrării plăcilor include în principal procesele de pregătire a materialului, aspect, prelucrare, asamblare, conectare, corectare și inspecție. Pregătirea materialelor se referă în principal la prepararea materiilor prime și a componentelor albe, inclusiv calculul calității oțelului și nivelarea și îndreptarea. Atunci când dimensiunea billetului este mai mare decât specificațiile necesare ale materiei prime, este, de asemenea, necesară îmbinarea, iar lucrările de pregătire a materialului includ marcarea, tăierea și conectarea. Aspectul constă în a desena o diagramă de aspect bazată pe desenul mecanic al produsului, pentru a determina forma și dimensiunea efectivă a pieselor sau produselor, pentru a face un eșantion și pentru a utiliza eșantionul pentru a desena linii de prelucrare, linii de poziție diferite etc. (adică marcarea) pe materiile prime (sau spațiile goale). Tăierea este procesul de separare a pieselor sau a materialelor albe de materiile prime utilizând metode precum forfecare, perforare sau tăierea gazelor, pe baza formei liniei trasate în timpul marcării. În funcție de diferitele cerințe ale pieselor, unele blancuri trebuie încă să fie supuse ștanțării și altor metode prin matrițe înainte de a putea fi prelucrate și formate. În timpul formării, acesta poate fi împărțit în formarea de îndoire și formarea de presare în funcție de proprietăți diferite și împărțit în continuare în formarea de lucru la rece și formarea de presare la cald în funcție de temperaturi diferite în timpul formării.
Asamblarea și conectarea structurilor din oțel implică asamblarea diferitelor componente structurale din oțel în piese sau produse și conectarea lor în ansamblu folosind sudare, nituire, conexiuni șuruburi și alte metode. Întregul proces de asamblare a structurilor din oțel trebuie să fie supus unor inspecții de calitate meticuloase și riguroase pentru a preveni orice impact asupra calității produsului cauzat de materiale necalificate, specificații incorecte de proces sau piese sau componente care nu îndeplinesc cerințele de toleranță care intră în asamblare.
Atunci când se găsește deformarea în părți, componente și produse în timpul inspecției, se efectuează de obicei anumite lucrări corective, care este, de asemenea, o caracteristică importantă a tehnologiei de fabricare a structurilor de oțel.
În cele din urmă, pentru a îmbunătăți funcțiile anticorozive, rezistente la uzură, decorative și alte funcții ale suprafeței componente, componentele care au finalizat producția și prelucrarea trebuie adesea să fie supuse unui tratament ulterior de acoperire (în principal galvanizare, vopsire etc.). Pentru a asigura calitatea fiecărei etape de prelucrare și a produsului finit al componentelor, trebuie implementate, de asemenea, sisteme stricte de inspecție (inclusiv auto-inspecție de către procesator însuși și inspecție specializată de către inspectori dedicați).
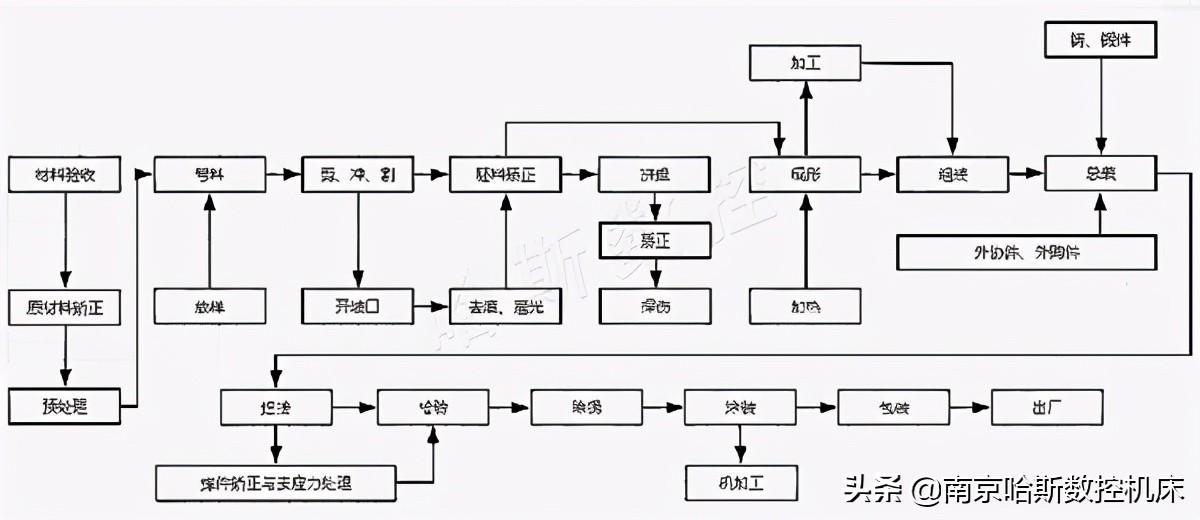
Fluxul procesului de prelucrare a plăcilor se referă la întregul proces de schimbare treptată a formei, dimensiunii, proprietăților materialului sau asamblare și sudare a pieselor într-o anumită ordine în timpul procesului de producție, până când o piesă din tablă care îndeplinește cerințele de formă și dimensiune este fabricată. Pentru o piesă structurală mai complexă, producția și prelucrarea acesteia trebuie, în general, să treacă prin multe procese, cum ar fi pregătirea materialului, desfășurarea și aspectul, tăierea și asamblarea pentru a fi finalizată.
 Diagramă de proces
Diagramă de proces
Fluxul de proces este un document tehnic important care ghidează întregul flux de procesare a componentelor, organizează și gestionează producția și prelucrarea. Pentru prelucrarea pieselor care nu este finalizată într-un atelier sau chiar într-o fabrică, este, de asemenea, o bază importantă pentru fluxul proceselor, diviziunea muncii și cooperarea, precum și conexiunea reciprocă și cooperarea între diferite ateliere.
Datorită faptului că fluxul de proces este întreaga rută specificată pentru fiecare componentă din componentă, de la materiile prime până la finalizarea întregii componente, este, de asemenea, cunoscută sub numele de rută de proces.
Specificația procesului pentru prelucrarea plăcilor specifică fluxul de prelucrare al pieselor, în timp ce conținutul specific de prelucrare este ghidat și controlat de specificația procesului.
Specificația procesului este un document tehnic care ghidează procesul de producție a pieselor. Acesta este selectat de tehnicienii de proces în funcție de cerințele desenelor produsului, caracteristicile piesei de prelucrat, lotul de producție și echipamentul existent și capacitatea de producție a întreprinderii. După o analiză atentă și o comparare cuprinzătoare a mai multor scheme de proces posibile, schema optimă de proces este fezabilă din punct de vedere tehnic și rezonabilă din punct de vedere economic. În documentul tehnic sunt specificate blancul utilizat pentru piesă, metoda de prelucrare a acesteia și dimensiunile specifice de prelucrare; natura, cantitatea, secvența și cerințele de calitate ale fiecărui proces; modelele de echipamente și specificațiile utilizate în fiecare proces; Forma uneltelor de prelucrare (cum ar fi unelte auxiliare, unelte de tăiere, matrițe etc.) utilizate în fiecare proces; Cerințe de calitate și metode de inspecție pentru fiecare proces. În general, pentru o componentă structurală de tablă mare și complexă, prelucrarea tablă necesită adesea cooperarea lucrătorilor profesioniști, cum ar fi sudatorii și operatorii de macarale. Pentru componentele tablă care sunt prelucrate direct prin tehnici de prelucrare sub presiune (cum ar fi prese, prese hidraulice etc.), aceasta este adesea denumită ștanțare; Pentru tehnologia de prelucrare care utilizează sudarea pentru asamblarea componentelor, este adesea denumită tehnologie de sudare, în timp ce pentru procesul de asamblare care necesită atât prelucrarea mecanică, cât și sudarea, nituirea și alte tehnologii de prelucrare, este denumită direct tehnologie de asamblare sau tehnologie de nituire.
Trebuie remarcat faptul că specificațiile procesului nu sunt fixe și trebuie îmbunătățite și perfecționate continuu în practica de producție, raționalitatea lor variază în funcție de diferitele întreprinderi, condiții de producție și chiar de nivelul tehnic al diferiților operatori. Cu toate acestea, un principiu general este că pregătirea procedurilor de proces ar trebui să asigure progresivitatea tehnologiei, fezabilitatea procesului și raționalitatea economică, menținând în același timp condiții bune de lucru.
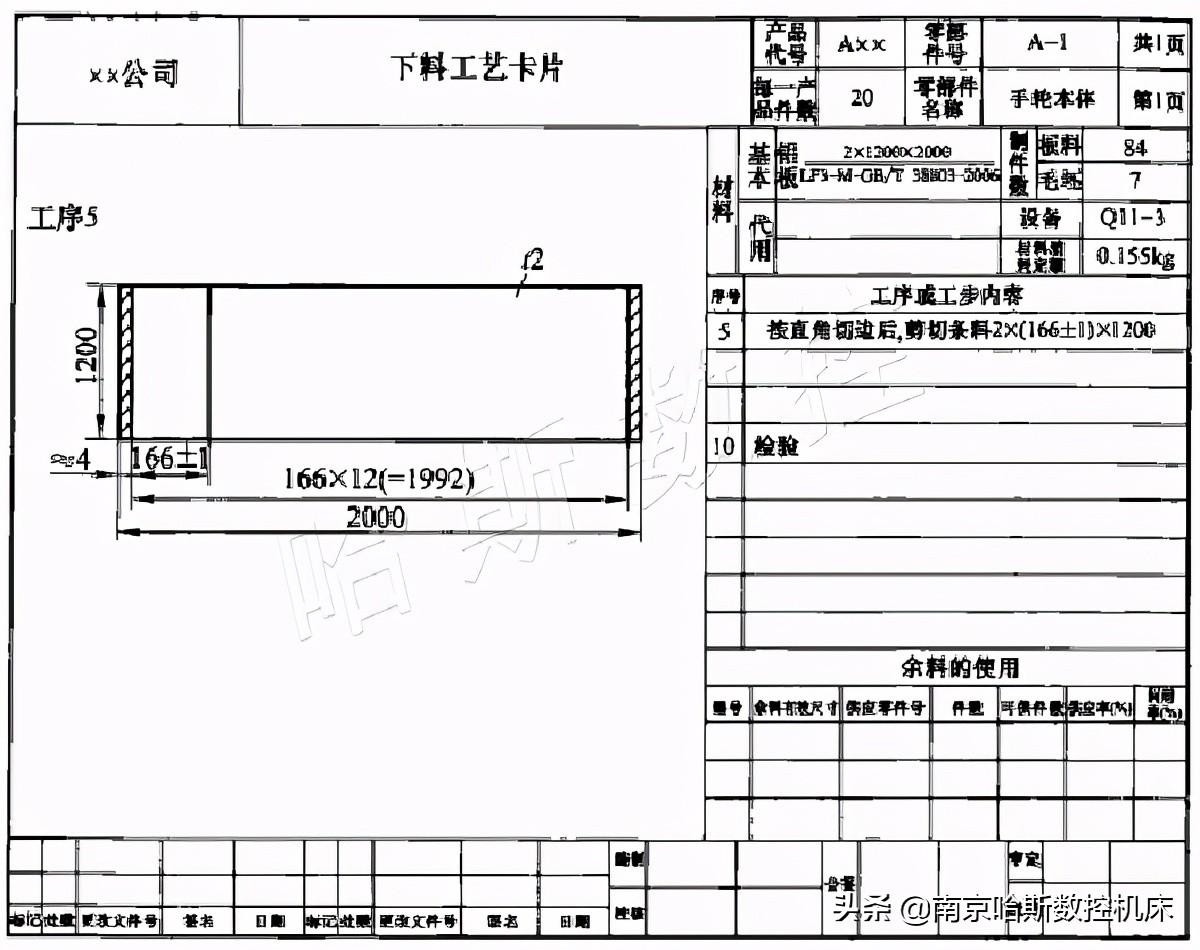
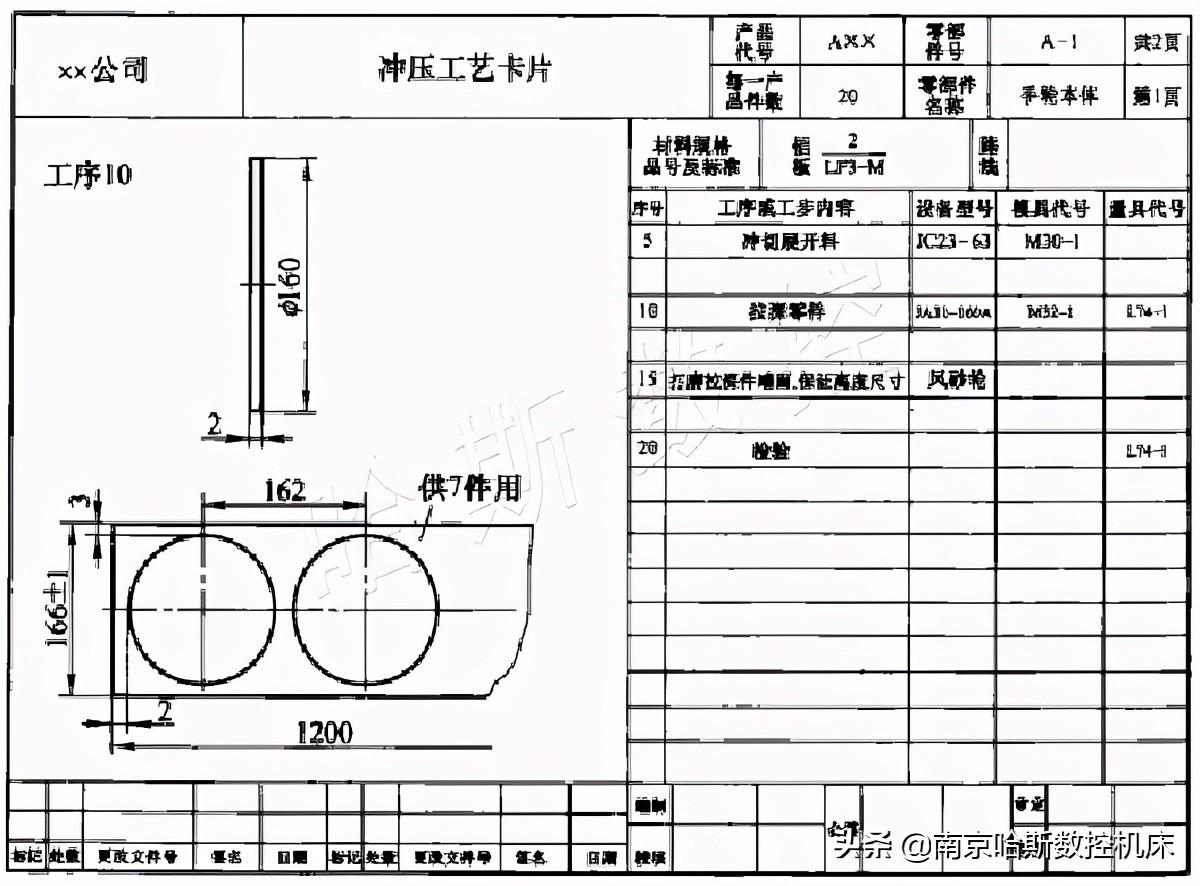
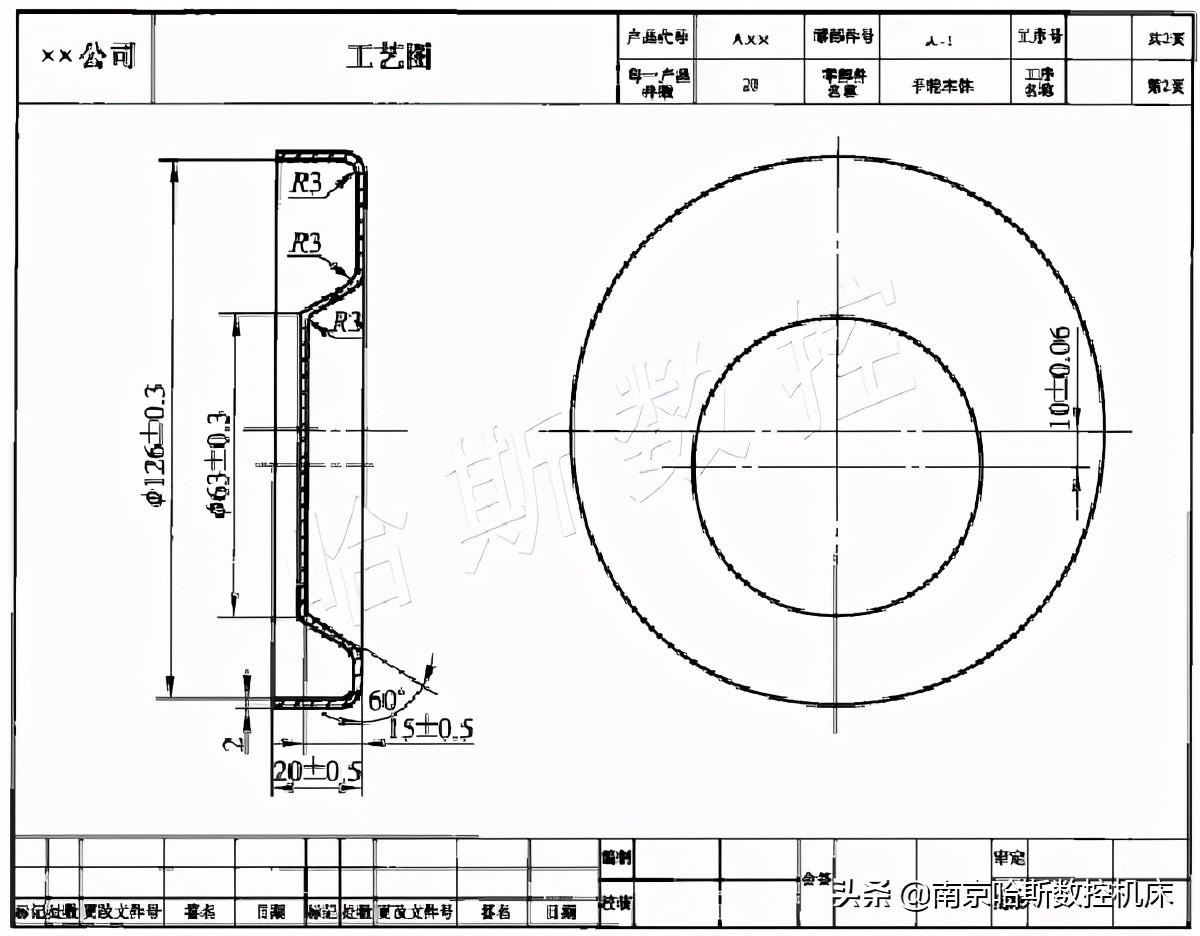
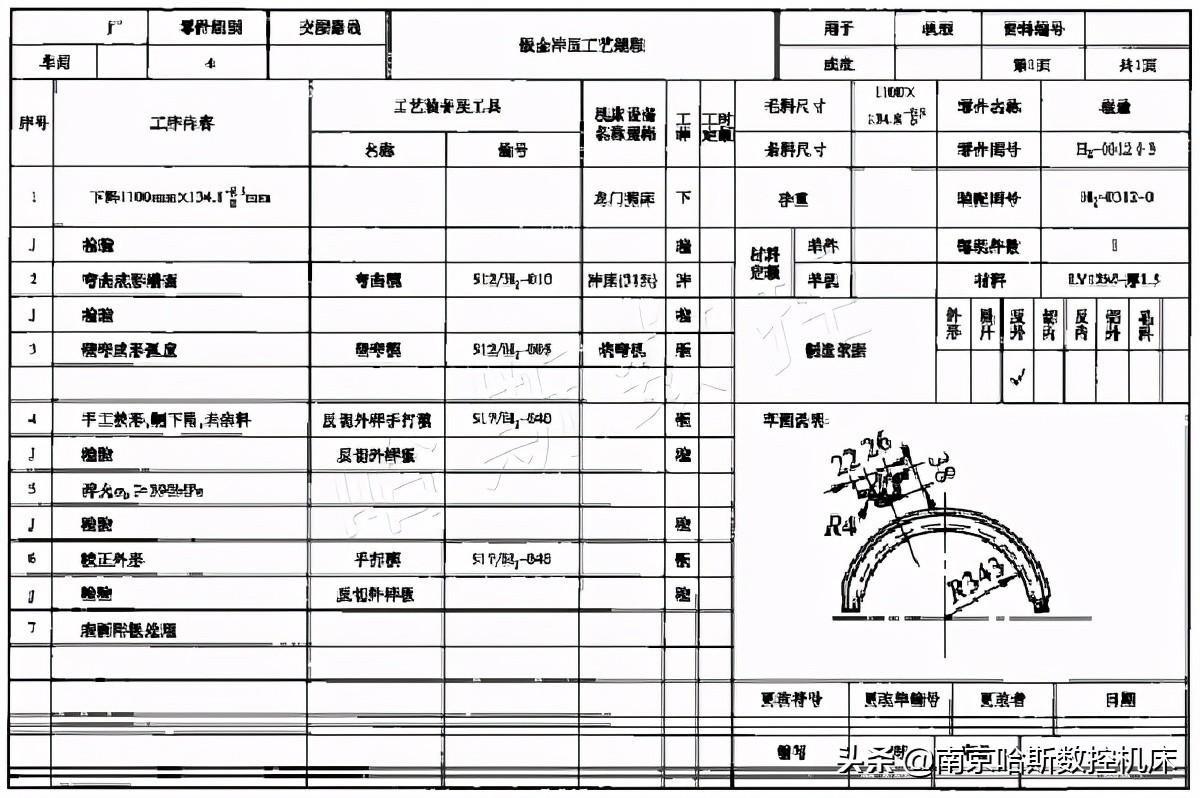
După cum se arată în diagrama procesului, partea este corpul roții mâinii produsului unei anumite întreprinderi, realizat din LF3-M grosime de 2mm (5A03).lotul de producție este mare și este necesar ca după formarea piesei, să nu existe subțierea evidentă a grosimii materialului sau fisurarea după inspecție. Cardul de proces de tăiere și tăiere din imagine este procesul de tăiere și tăiere. Deoarece piesele sunt finalizate în principal prin utilizarea unei mașini de presare cu matrițe corespunzătoare, prelucrarea ulterioară se numește prelucrare de ștampilare. Cardul procesului de ștampilare și diagrama procesului din imagine sunt tehnologia de prelucrare a piesei.
Motivul implementării managementului codului pentru matrițe și instrumente de măsurare (manometre, eșantioane) în cardul de proces este de a facilita nevoile de producție și management tehnic ale matrițelor și instrumentelor de măsurare. În mod similar, pentru nevoile de producție și management tehnic, unele întreprinderi organizează, de obicei, tăierea pieselor de ștanțare și a altor materiale ca un atelier independent, iar manualele lor de prelucrare a ștanțării sunt, de asemenea, denumite colectiv carduri de tăiere. Unele companii, pe baza propriilor caracteristici, pot integra tăierea pieselor de ștanțare cu atelierul de ștanțare, iar în acest caz, cardul de tăiere și cardul de ștanțare pot fi, de asemenea, combinate într-una.
 Cutting Process Card
Cutting Process Card
 Cardul de proces de ștampilare
Cardul de proces de ștampilare
 Diagramă de proces
Diagramă de proces
 Specificația procesului de ștampilare a foilor metalice
Specificația procesului de ștampilare a foilor metalice
Specificația procesului de ștanțare a foilor metalice este specificația procesului de ștanțare pentru marginea cadrului (fabricată din material LF12M de 1,5 mm) pe produsul unei anumite întreprinderi.









