

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Ce este o piesă din tablă? Piesele din tablă sunt un proces cuprinzător de prelucrare la rece pentru foi metalice (de obicei mai puțin de 6 mm), care include tăiere, perforare / tăiere / compozit, pliere, sudare, nituire, îmbinare și formare pentru a produce componente

Caracteristici:
1. Grosime uniformă. Pentru o piesă, grosimea tuturor pieselor este consistentă
2. greutate ușoară, rezistență ridicată, conductivitate, costuri reduse și performanțe bune în producția pe scară largă
Tehnologia de prelucrare
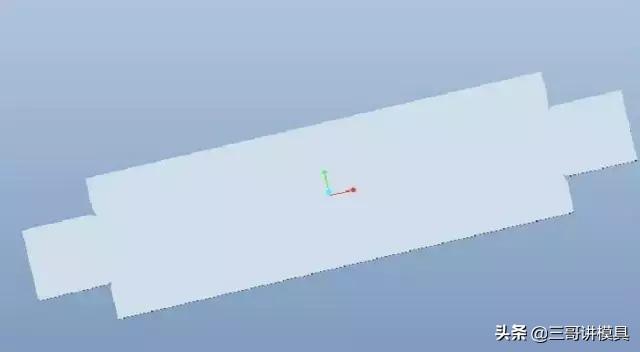
1. Tăiere
Echipamentul utilizat în procesul de forfecare este o mașină de forfecare, care poate tăia o foaie metalică într-o formă de bază. Avantajele sale includ costuri reduse de procesare; Dezavantaje: Precizia este medie, există bavuri în tăiere, iar forma de tăiere este unică, toate fiind dreptunghiuri simple sau alte forme simple compuse din linii drepte.
Înainte de tăiere, este necesar să se calculeze dimensiunea desfășurată a pieselor.Dimensiunea desfășurată este legată de raza de îndoire, unghiul de îndoire, materialul tablei și grosimea foii.
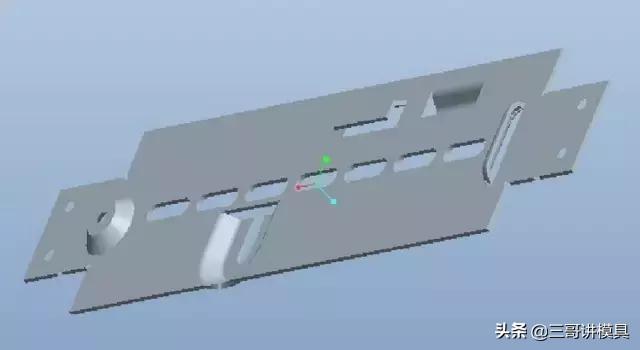
2. Rush
Echipamentul pentru procesul de perforare este o mașină de perforat, care poate prelucra și modela în continuare materialul tăiat. Ștampilarea diferitelor forme necesită matrițe diferite, matrițele comune includ găuri rotunde, găuri alungite și proeminențe; Precizie ridicată.
Șef: Materialul nu trebuie îndepărtat, iar înălțimea șefului este limitată, ceea ce este legat de materialul plăcii, grosimea plăcii și unghiul pantei șefului.
Există multe tipuri de proeminențe, inclusiv orificii de disipare a căldurii, orificii de instalare etc. Datorită influenței îndoirii, distanța dintre marginea orificiului de proiectare și marginea plăcii și marginea de îndoire va fi limitată
3. Tăiere cu laser
Echipament de prelucrare: mașină de tăiat cu laser
Pentru materialele care nu pot fi îndepărtate prin procese de tăiere sau perforare, sau pentru plăcile cu duritate ridicată care sunt predispuse la deteriorarea matriței, cum ar fi cele cu colțuri rotunjite, sau atunci când nu există matriță gata făcută pentru a ștampila forma necesară, tăierea cu laser poate fi utilizată pentru a finaliza formarea materialului înainte de îndoire
Avantaje: Tăiere fără bururi, precizie ridicată, capabilă să taie orice formă, cum ar fi frunze, flori, etc; Dezavantaj: costuri ridicate de proces
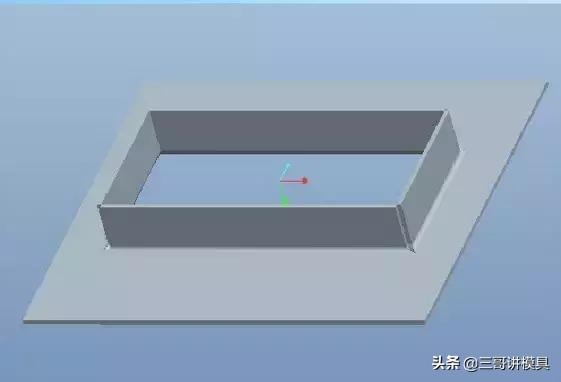
4. Îndoire

Echipament de prelucrare: mașină de îndoit, mașină de rulat
Ele pot plia sau rula foi metalice în forma dorită, care este procesul de formare a componentelor; Procesul de formare a formei dorite prin presarea la rece a unei foi metalice cu lamele superioare și inferioare ale unei mașini de îndoit se numește îndoire.
Îndoirea este pasul final în formarea pieselor din tablă și există mai multe puncte la care trebuie să acorde atenție atunci când piesele pot fi desfășurate și îndoite în formă. Mai jos, editorul le va explica tuturor.
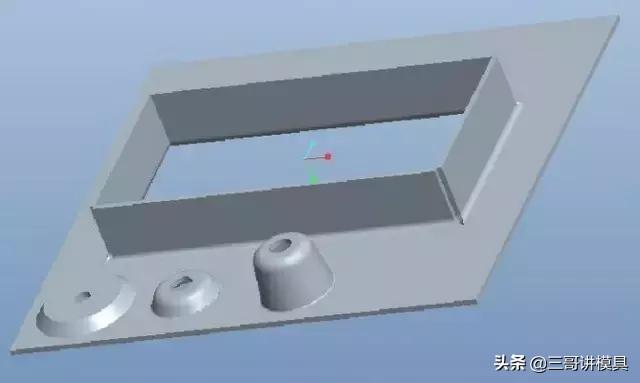
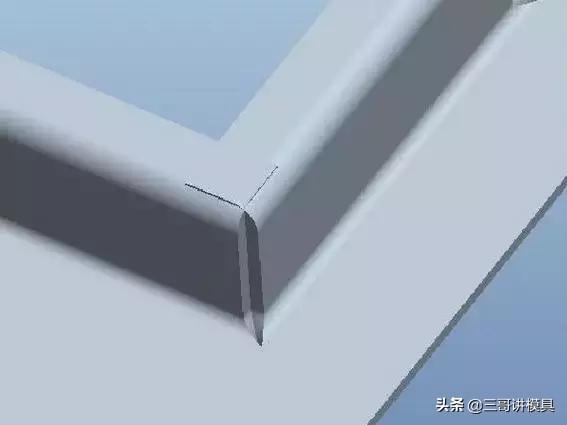
1. Lipsa de material, așa cum se arată în figura de mai jos. Proeminența este prea mare și depășește ductilitatea materialului. Proeminența este, în general, utilizată pentru a crește dimensiunea instalației sau pentru a evita conflictele de instalare. Prin urmare, proeminența trebuie să fie făcută fără a schimba structura internă a materialului și a afecta rezistența structurală. De exemplu, unghiul dintre conul convex și planul de referință este de 45, iar înălțimea este de 3 ori grosimea plăcii
Materialele redundante: Materialele redundante au adesea mai multe margini de îndoire închise, care sunt adesea cauzate de erori de proces sau erori de desen
3. Restricții de îndoire: Majoritatea mașinilor de îndoit au anumite limitări privind îndoirea
Înălțimea unilaterală: Dimensiunea mașinii de îndoit și înălțimea marginii de tăiere pot fi determinate utilizând o metodă de îndoire cu unghi mare multilateral
Înălțimea bilaterală: nu mai mare decât înălțimea maximă a unei părți. Pe lângă toate restricțiile privind înălțimea unei părți, este, de asemenea, limitată de marginea inferioară: înălțimea de îndoire 4. Deoarece piesele din tablă metalică sunt formate prin îndoirea unei foi subțiri de metal, contactul dintre marginile îndoite nu este etanșat și nu există nicio conexiune rigidă. Dacă nu este tratată, aceasta va afecta rezistența. Metoda obișnuită de tratare este sudarea. Cerințele tehnice de pe desen includ: unghi de sudare, unghi de sudare și rotunjire 5. Tratarea suprafeţei Datorită grosimii subțiri a pieselor din tablă, acestea nu sunt potrivite pentru galvanizarea la cald. Metodele comune de tratare a suprafeței includ fosfatarea și pulverizarea electrostatică, iar culoarea variază în funcție de proiect. Acest proces este potrivit pentru piese negre cu suprafață netratată Asta e tot pentru piesele din tablă şi tehnicile lor de prelucrare. Dacă aveți întrebări, vă rugăm să le spuneți în secțiunea de comentarii de mai jos. Să comunicăm și să discutăm împreună!










