

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Сегодня мы расскажем вам о том, какие основные факторы необходимо учитывать при выборе пятиосного перерабатывающего центра на примере ведущего в отрасли пятиосного перерабатывающего центра. Нет, нет, нет, нет, нет, нет, нет, нет, нет, нет.
01.
Конструкция определяет характеристики оборудования
Пятосевой центр обработки имеет широкий спектр конструкций, конструкция станка на основе определяет производительность оборудования, определяет жесткость станка, точность обработки, стабильность, работоспособность и так далее.
Особое внимание следует уделить следующим аспектам:
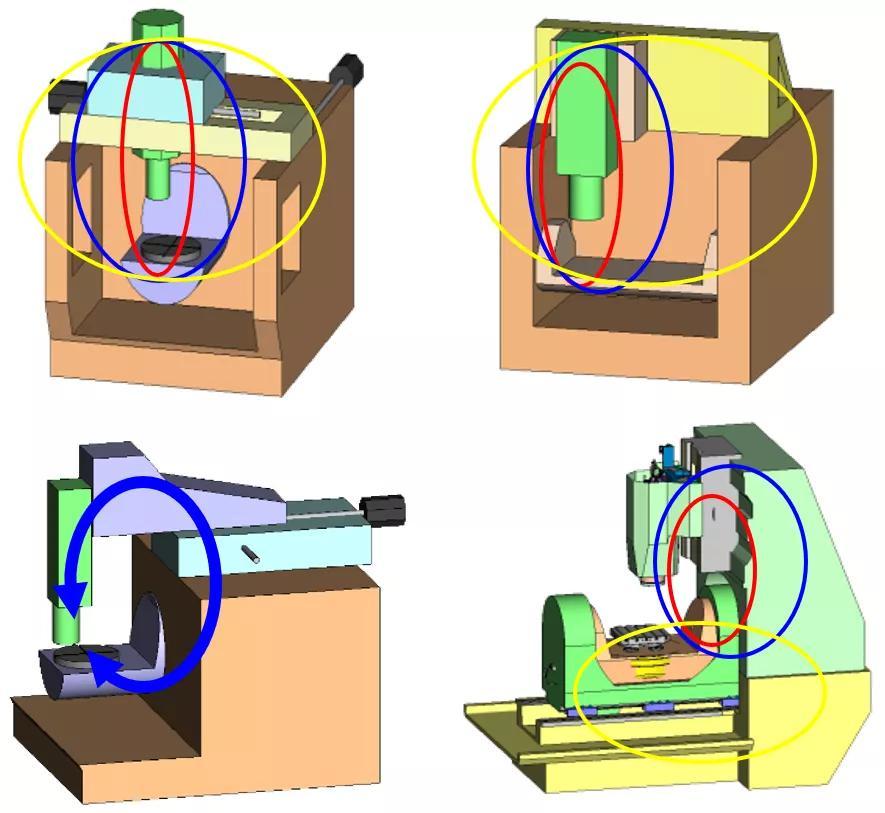
1) Линейная ось не объединяется при движении
2) Устройство с коротким режущим контуром имеет хорошую жесткость
3) Является ли наклонная ось вращения двигателем DD
4) Имеется ли 5 - осевая связь
5) 5 Близость к оси
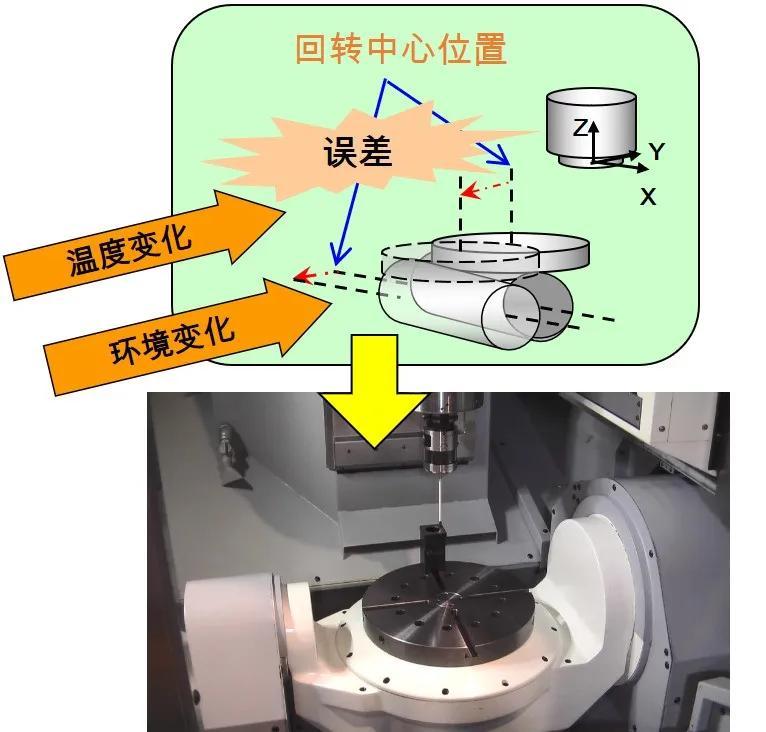
Пятосевой обрабатывающий центр серии D200Z / D800Z / a500Z в Мацуно использует высокожесткую конструкцию рабочего стола типа « Z», как показано на рисунке ниже, рабочий стол не нуждается в двухполюсной поддержке, наклонный подшипник большого диаметра, центр тяжести детали B в A. По сравнению с традиционной одноопорной структурой изгиб d чрезвычайно мал, а плечо L короче.
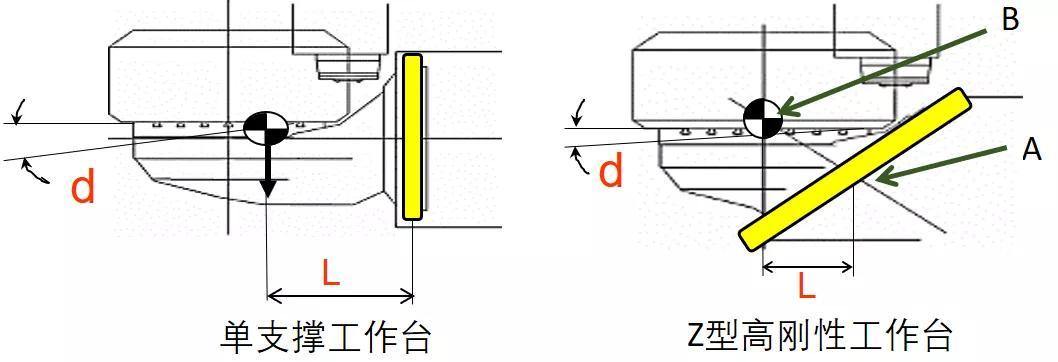
Эта конструкция наклонной оси обеспечивает высокоточную обработку, сопоставимую с 3 - осевым центром обработки. Даже при загрузке и вращении тяжелых деталей можно свести к минимуму изгиб рабочего стола, в то время как высокожесткие подшипники и двигатели с прямым приводом также могут достигать высокоточного плавного вращения с меньшими вибрациями. Кроме того, существует отличная пространственная близость.
02.
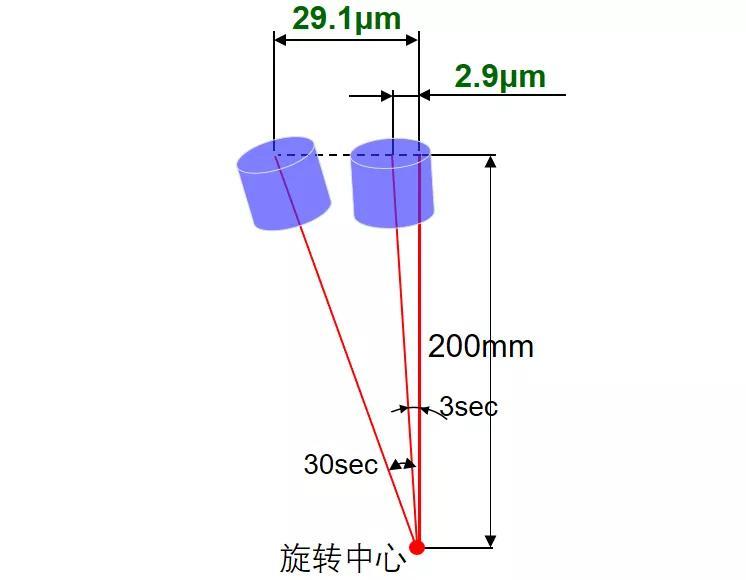
Точность наклонного вала вращения
Точность обработки станка напрямую зависит от точности оси вращения, с помощью станка D800Z пастбища, чтобы понять фактическое влияние точности оси вращения наклона на точность обработки.
1 = 60 '
1 '= 60'
1 = 3600 "
Минимальное разрешение оси B / C станка D800Z составляет 00001 градуса, то есть 0,36 ", а точность позиционирования - 3", и с помощью следующей вычислительной схемы мы можем узнать, какая ошибка точности возникает.
03.
Предотвращение столкновений
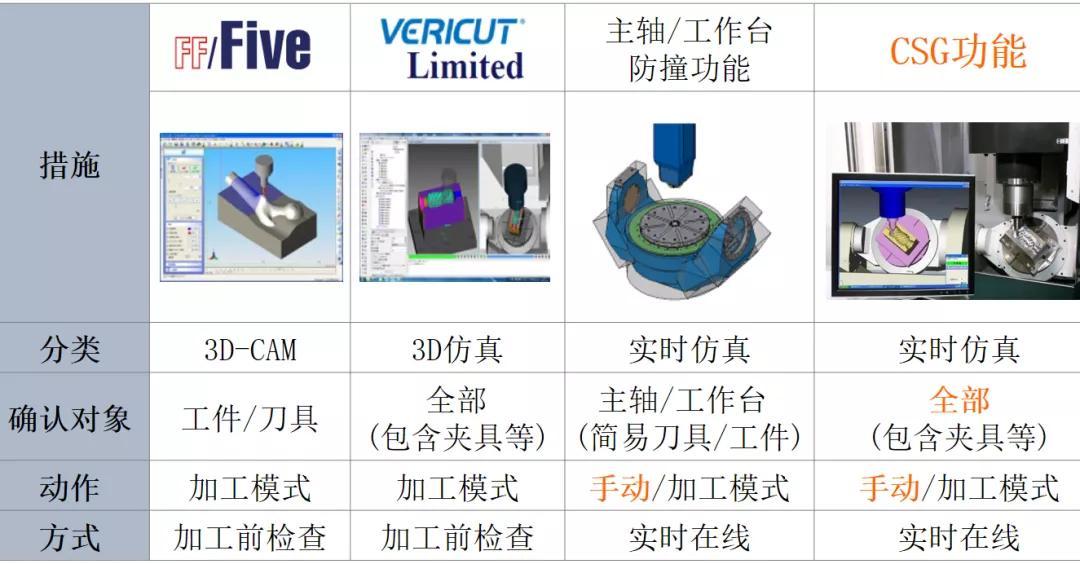
Предотвращение столкновений с интерференцией - это проблема, которую нельзя игнорировать при 5 - осной обработке. Помимо использования компьютерной интерферометрии программного обеспечения, пятиосный обрабатывающий центр в Мацуно оснащен механизмом для моделирования CSG в режиме реального времени, который предотвращает вмешательство даже в ручном режиме.
Функция моделирования CSG в режиме реального времени в режиме онлайн позволяет заранее проверить возможную ошибку установки или неправильную настройку длины инструмента перед обработкой, чтобы свести к минимуму аварийную остановку во время работы. Во время работы информация о местоположении считывается на основе предварительно скорректированных данных, а также координат и значений смещения в устройстве управления ЧПУ для прогнозирования возможности интерференции. Как только станок перестает работать, он мгновенно отображает картину состояния и подтверждает направление движения предполагаемого интерференционного участка и оси.
04.
коррекция центра вращения
Изменение центра вращения, вызванное изменением окружающей среды и температуры, повлияет на точность обработки по пяти осям, должно быть в состоянии автоматически корректироваться зондом, точность обработки по 3 осям / градусам / 5 осям проверить обработку, ошибка захвата & lt; Четыре миллиметра.
Автокоррекция 5 - осевого центра вращения с помощью зонда
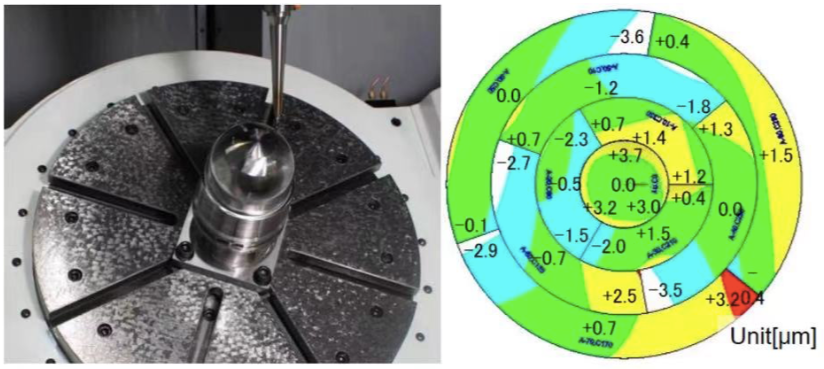
Проверка точности обработки по оси 3 / градации / 5
05.
точность сцепления
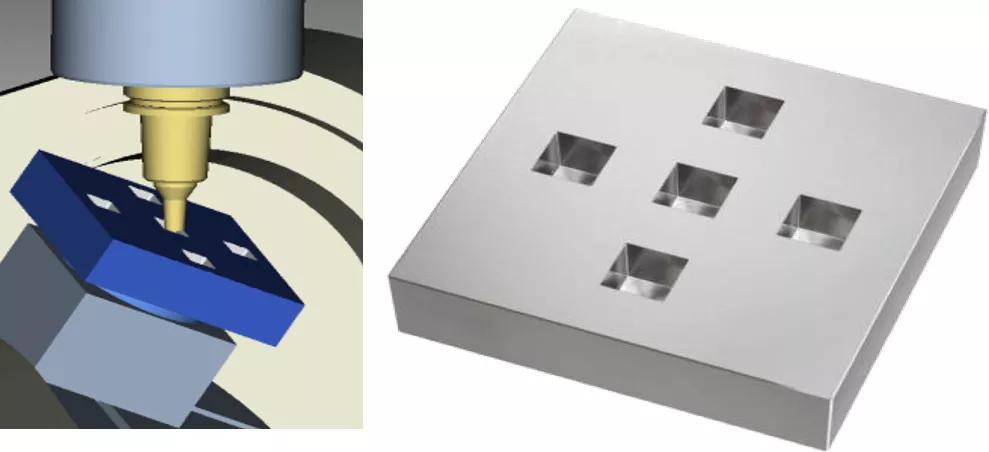
Точность соединения пятиосного центра обработки является отражением многофакторных результатов. В качестве примера возьмем Panaso D200Z, перечислите случаи обработки, чтобы обеспечить ссылку на точность связи.
Оборудование для обработки: D200Z
CAM:FFCAM
Материалы для заготовки: NAK80 (40HRC)
Размер изделия: 140x140x35 мм
Типовая полость: угол очистки R0.22 мм, глубина 20 мм
Время обработки: 1H35min / Pocket
Нож: 7 шт. 6 шт.
Точность сцепления: точность положения 2 мкм, точность формы 3 мкм
06.
Технологическая поддержка
Процесс обработки в пятиосном центре определяет, можно ли максимизировать производительность оборудования. Например, фасонный нож может значительно повысить эффективность обработки.
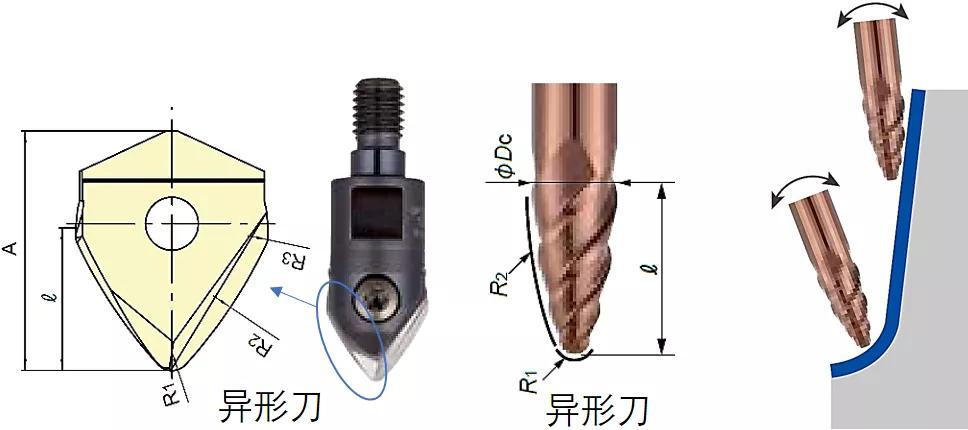
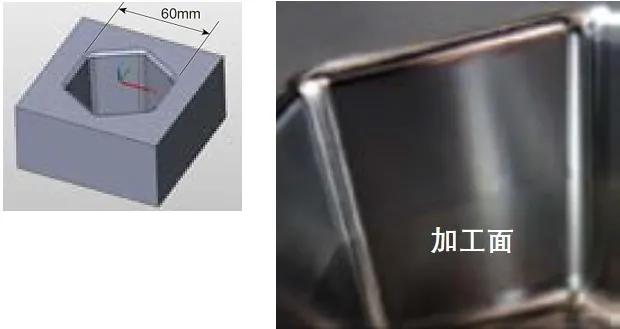
Пример обработки: повышение эффективности в 6 раз!
Материал: YXR33 (58HRC)
Форма и размеры: Рисунок ниже, глубина 30 мм, угол вытягивания 2, угол очистки R3mm

Итак, раздел Поделиться здесь! Некоторые студенты говорят, что прочитали статью или не могут понять ах, как смотреть телевизор, изучение программирования UG на самом деле очень просто, до тех пор, пока с опытными людьми систематическое обучение, больше с друзьями, коллегами, одноклассниками общения. Чем больше усилий. Чем удачливее! Отправьте мизинцы в свой круг друзей, чтобы принести пользу большему количеству партнеров.










