

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Холодная обработка листового металла - это обработка, которая вращается вокруг листового материала, профиля и труб и других сырьевых материалов, таких как разгрузка, резка, формование, соединение и другие процессы, имеет свои собственные характеристики и характеристики обработки, поэтому сформировал свой собственный уникальный рабочий контент и производственный процесс и эксплуатационные нормы.
Содержание работы по обработке листового металла Конкретное содержание работы по обработке листового металла связано со структурой и сложностью компонентов листового металла. В целом, содержание работы и рабочие шаги в основном следующие.
1. Понимание чертежей деталей из листового металла является предпосылкой обработки листового металла, только понимая чертежи деталей, мы можем дополнительно проанализировать структуру деталей, понять форму, компоненты, размеры и соответствующие технические требования компонентов и т. Д. Для последующей обработки. График деталей листового металла является не только основой обработки, но и основой для проверки продукции, является важной технической документацией в производстве.
2. Развернутый образец на основе понимания схемы деталей из листового металла, в соответствии с типом материала, конструкционными характеристиками, формой и размерами конструкции из листового металла, на основе анализа и выбора процесса изготовления, путем соответствующей технологической обработки обработанных компонентов (например, добавления запаса обработки, определения радиуса изгиба нейтрального слоя изгибающего элемента и т. Д.) после необходимых расчетов (для расчета слишком сложных деталей, производство также может быть определено испытаниями) и развертывания, чтобы получить полный или частичный развернутый чертеж детали, точно нарисованный в соотношении 1: 1, который требуется в процессе изготовления изделия (это разложение является образцом), данные разложения, разметки или другие образцы. Развертывание образца является первым процессом обработки листового металла и, по сути, является одним из элементов разработки технологических процедур (технологических документов, определяющих технологический процесс изготовления листового металла и методы работы).
Подготовка технологических протоколов относится к технической подготовке производства листового металла и обычно выполняется инженерно - техническим персоналом. Тем не менее, в разных отраслях промышленности, на предприятиях разных размеров, в зависимости от сложности компонентов, подготовка технологических процедур также может быть несколько иной, или возникает ситуация, когда техник холодного листового металла, старший холодного листового металла отвечает за выполнение. Как правило, обычное холодное производство листового металла для разложения проб часто требуется только в соответствии с соответствующей развертывающей диаграммой и другими техническими документами, чтобы выполнить задачу разметки (номер материала) для разложения проб обработанных компонентов, отвечающих за изготовление образцов, шаблонов и других задач.
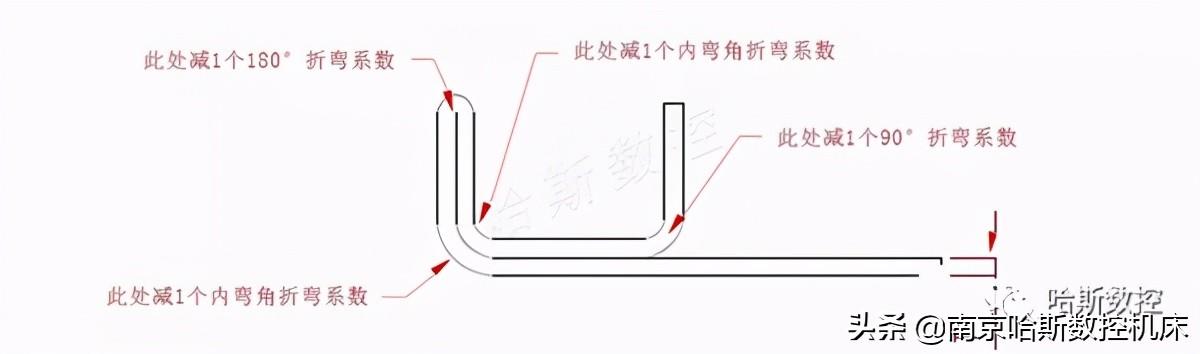
Развернутая диаграмма
3. Производство и обработка в соответствии с соответствующей технической документацией по обработке листового металла, использование различных видов оборудования и инструментов для обработки листового металла, использование различных методов обработки (включая термическую обработку, обработку поверхностей и т. Д.) для изготовления продукции, отвечающей требованиям графика деталей листового металла.
Как правило, производственные процедуры обработки листового металла, в основном включают в себя такие технологические процессы, как приготовление, сортировка, обработка, сборка, соединение, коррекция и проверка. Запасные материалы в основном относятся к подготовке сырья и деталей заготовки, включая расчет качества стали и выпрямление и выпрямление. Когда размер заготовки больше, чем требования к спецификации сырья, также необходимо провести сращивание, в это время подготовительная работа включает в себя подчеркивание, раскраску, соединение и так далее. Образец - это схема, нарисованная на основе механического образца изделия для определения фактической формы и размера детали или изделия, для изготовления шаблона и использования шаблона для нанесения на сырье (или заготовку) линии обработки, различные линии положения и т. Д. (т. е. номер). Раскройка - это линия, нарисованная при номере материала в качестве эталона, с использованием таких методов, как сдвиг, резки или газовая резка, чтобы отделить детали или заготовки от сырья. В зависимости от требований деталей, некоторые заготовки также должны быть штампованы и другими методами обработки и формования. Формирование в зависимости от свойств можно разделить на изгиб и прессование формования и т. Д., В зависимости от температуры формования, а также на холодное формование и термокомпрессионное формование.
Сборка и соединение стальных конструкций - это сборка различных деталей стальных конструкций в компоненты или продукты и соединение в целое с помощью сварки, заклепки, болтового соединения и других методов. Весь процесс сборки стальных конструкций должен иметь тщательный и тщательный контроль качества, чтобы предотвратить влияние на качество продукции из - за неквалифицированных материалов, неправильных технологических спецификаций, деталей или компонентов, которые не отвечают требованиям допуска в сборку.
При обнаружении деформации деталей, компонентов и изделий в ходе испытаний обычно проводится определенная коррекционная работа, которая также является важной особенностью процесса изготовления стальных конструкций.
Наконец, чтобы улучшить антикоррозионную, износостойкую, декоративную и другие функции поверхности компонентов, для завершения производства и обработки компонентов часто требуется последующее покрытие (в основном гальваническое покрытие, окраска и т. Д.). Для обеспечения качества процессов обработки компонентов и выпускаемой продукции необходимо также применять строгую систему проверки (включая: самоконтроль самих переработчиков и специальную проверку штатных инспекторов).
Технологический процесс обработки листового металла Технологический процесс обработки листового металла относится к процессу производства, в определенном порядке постепенно изменяет форму детали, размер, свойства материала или сборку и сварку деталей и т. Д. До тех пор, пока изготовление листового металла в соответствии с требованиями формы и размера всего процесса обработки, для более сложных конструкций, его производство и обработка, как правило, должны пройти: подготовка материала, разложение образца, резка заготовки, формование и сборка и многие другие процессы могут быть завершены, а также из - за того, что холодная обработка листового металла часто сочетается с сваркой, резанием металла, термообработкой и проверкой, чтобы сформировать полный процесс изготовления продукции, поэтому технологический процесс обработки часто включает в себя элементы процесса, указанные ниже, А.
Блок - схема 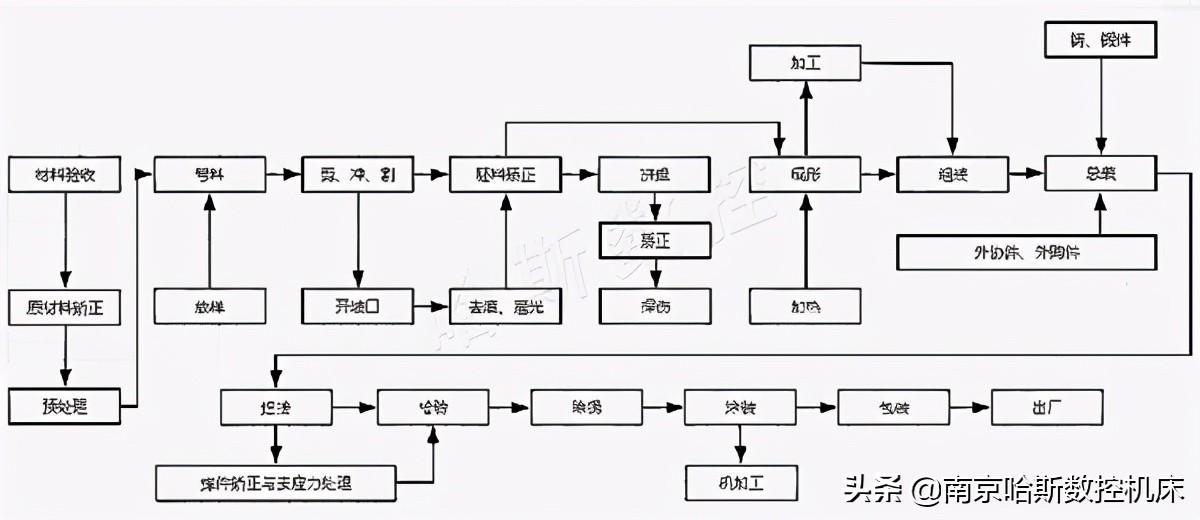
Технологический процесс является важной технической документацией, которая направляет весь процесс обработки деталей, организацию и управление производством и обработкой. Для обработки деталей, которая не выполняется в одном цехе или даже на одном заводе, она также является важной основой для передачи процессов в различных цехах, разделения труда и взаимодействия.
Поскольку технологический процесс является завершением всего маршрута, предписанного для каждого компонента конструкции от сырья до всего компонента, он также называется технологическим маршрутом.
Процессы обработки листового металла определяют процесс обработки деталей, а конкретное содержание обработки регулируется и контролируется технологическими процедурами.
Технологический процесс - это наилучший технически осуществимый и экономически обоснованный технологический вариант, выбранный технико - техническим персоналом в соответствии с требованиями чертежа изделия и характеристиками изделия, серийным производством, а также существующим оборудованием и производственными мощностями предприятия после тщательного комплексного анализа и сравнения нескольких возможных технологических решений, который является техническим документом, регулирующим процесс производства деталей. В технической документации уточняются заготовка, используемая для детали, и способ ее обработки, конкретные размеры обработки; Характер, количество, последовательность и требования к качеству каждого процесса; Типы и спецификации оборудования, используемого в различных процессах; Инструменты обработки, используемые в различных процессах (например: вспомогательные приспособления, ножи, формы и т.д.) формы; Требования к качеству и методы проверки процессов. В общем, большая сложная конструкция из листового металла, листовой металл часто должен быть выполнен в сотрудничестве с сварщиками, подъемной тяжелой промышленностью и другими профессиональными видами работ, в то время как листовой металл для использования обработки под давлением (например, пресс, масляный пресс и т. Д.) непосредственно завершить процесс обработки, часто называемый штамповочной техникой; Для процесса обработки, который использует сварочную обработку для сборки компонентов, часто называют процессом сварки, а для сборки и обработки, который должен быть механическим, но также состоит из сварки, заклепки и других процессов обработки, непосредственно называется процессом сборки или заклепки и так далее.
Следует отметить, что технологические процедуры не являются статичными, их необходимо постоянно совершенствовать и совершенствовать в производственной практике, их рациональность для разных предприятий, различных производственных условий и даже технического уровня разных рабочих - операторов различна. Но общий принцип заключается в том, что технологический регламент должен быть составлен таким образом, чтобы обеспечить технический прогресс, технологическую осуществимость, экономическую рациональность при сохранении хороших условий труда.
Как показано на технологической карте детали являются корпусом маховика на продукте предприятия, изготовленным из LF3 - M толщиной 2 мм (5A03), производство больших партий, требует формирования деталей, после обнаружения очевидной толщины материала, истощения и образования трещин. Рисунок Рисунок Рисунок Рисунок Рисунок Технологическая карта для его процесса резки и раскройки, так как детали в основном используют пресс с соответствующей формой для завершения, поэтому последующая обработка называется штамповочной обработкой, карта процесса штамповки рисунка, Рисунок Технологическая карта для процесса штамповки детали.
Причина, по которой технологическая карта осуществляет управление кодом формы и измерительного инструмента (контрольный инструмент, шаблон), предназначена для облегчения производства формы и измерительного инструмента, потребностей технического управления. Аналогичным образом, для нужд производства и технического управления некоторые предприятия обычно организуют разгрузку штампованных деталей и т. Д. в отдельную мастерскую, а инструкции по обработке штамповки также в совокупности называются разгрузочными картами. Некоторые предприятия в соответствии с их собственными характеристиками, разгрузка штамповки может быть объединена с штамповочным цехом, в это время раскройная карта и штамповочная карта также могут быть объединены.
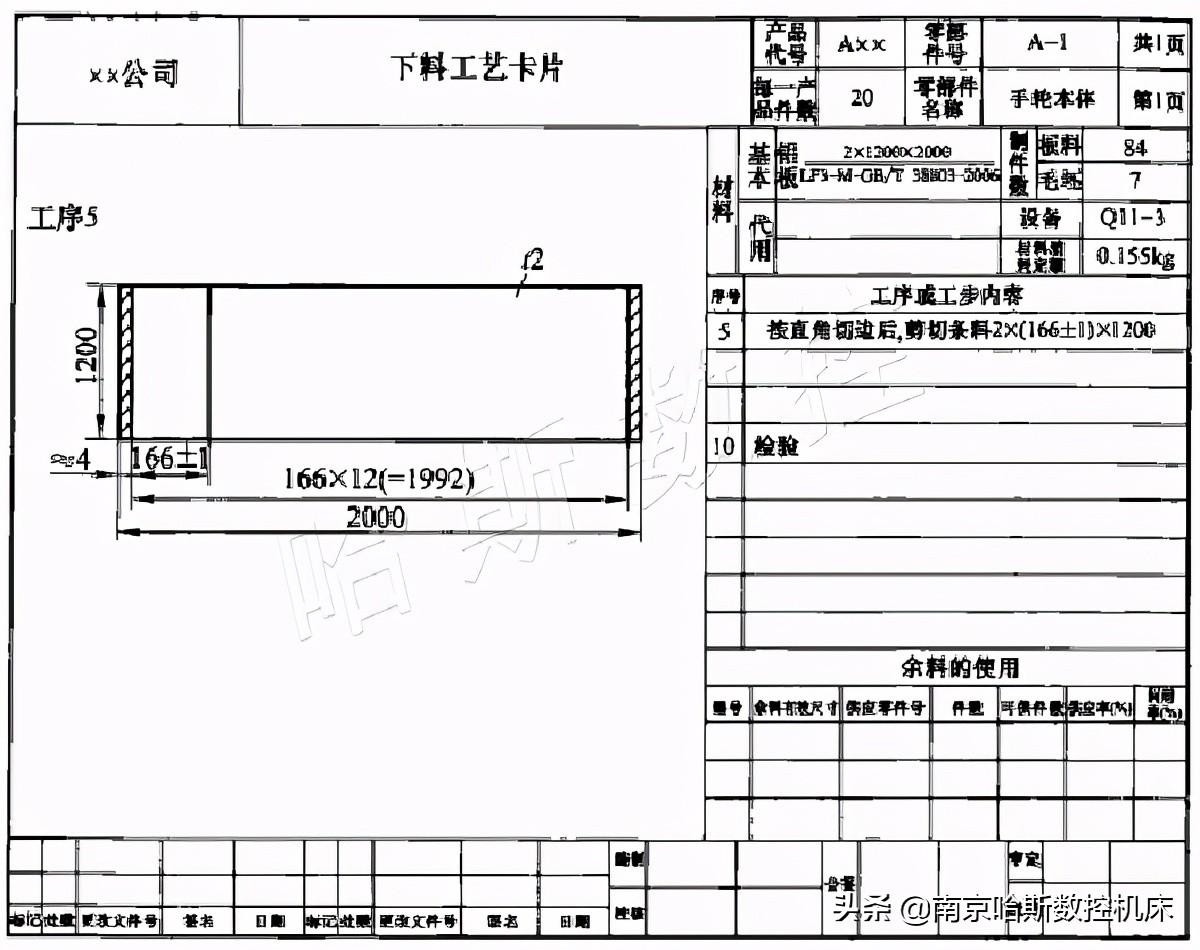 Раскладка технологических карт
Раскладка технологических карт
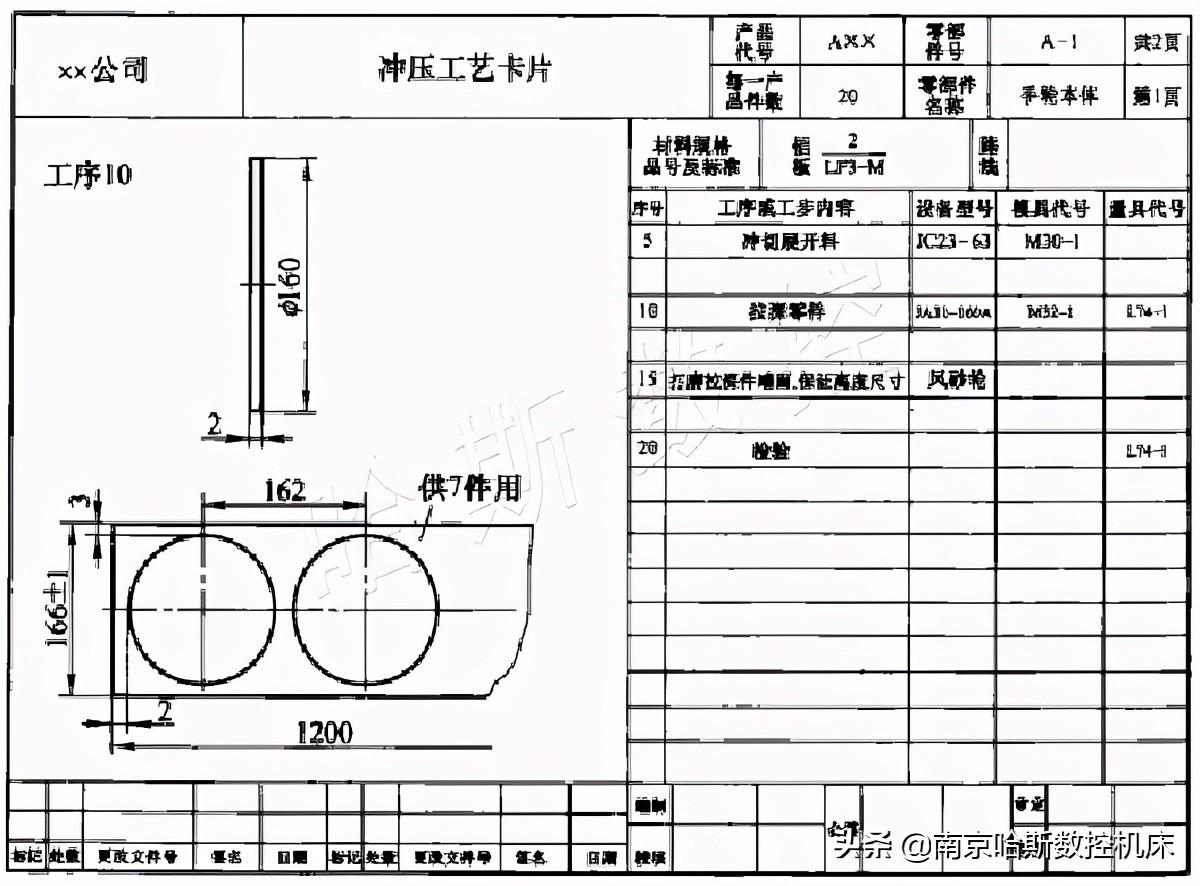 Технологические карты штамповки
Технологические карты штамповки
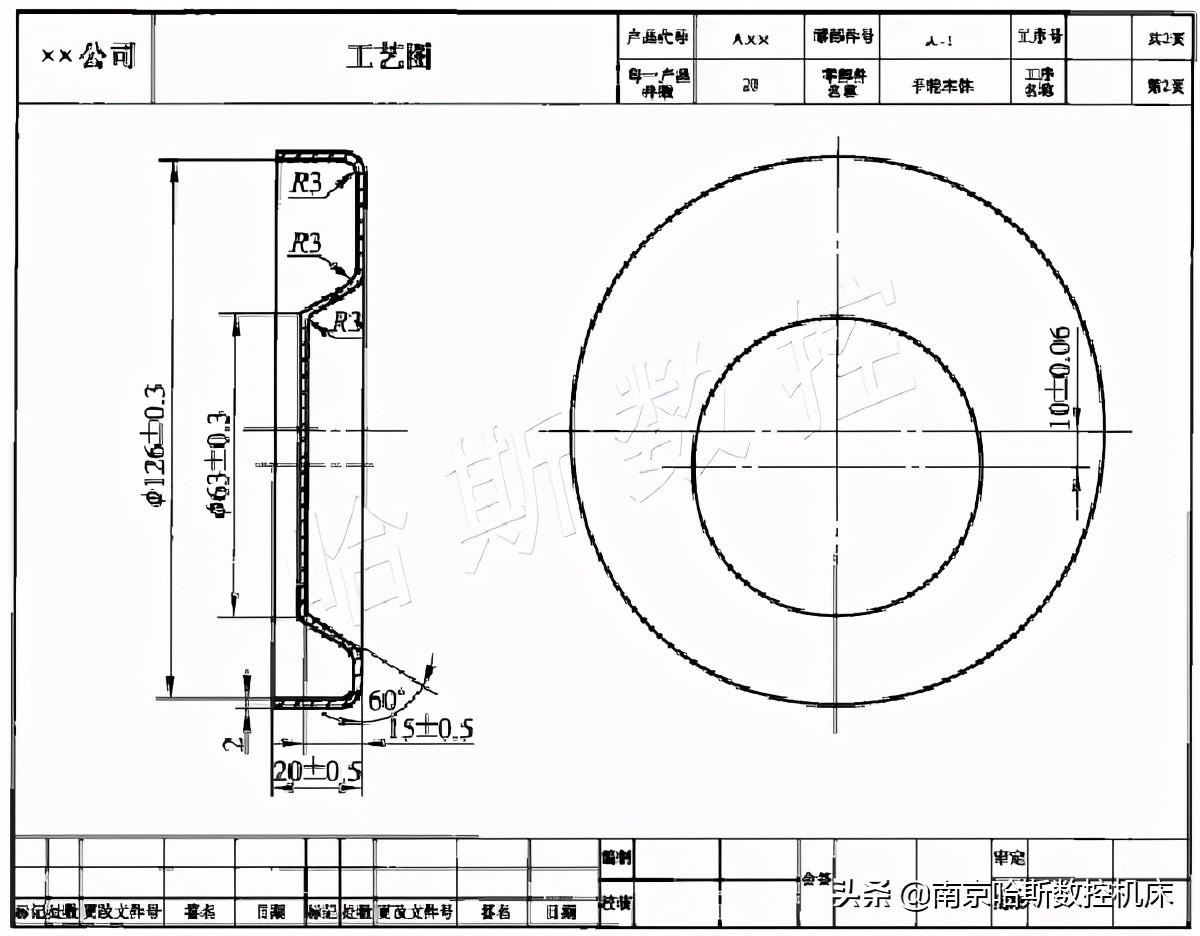 Технологические чертежи
Технологические чертежи
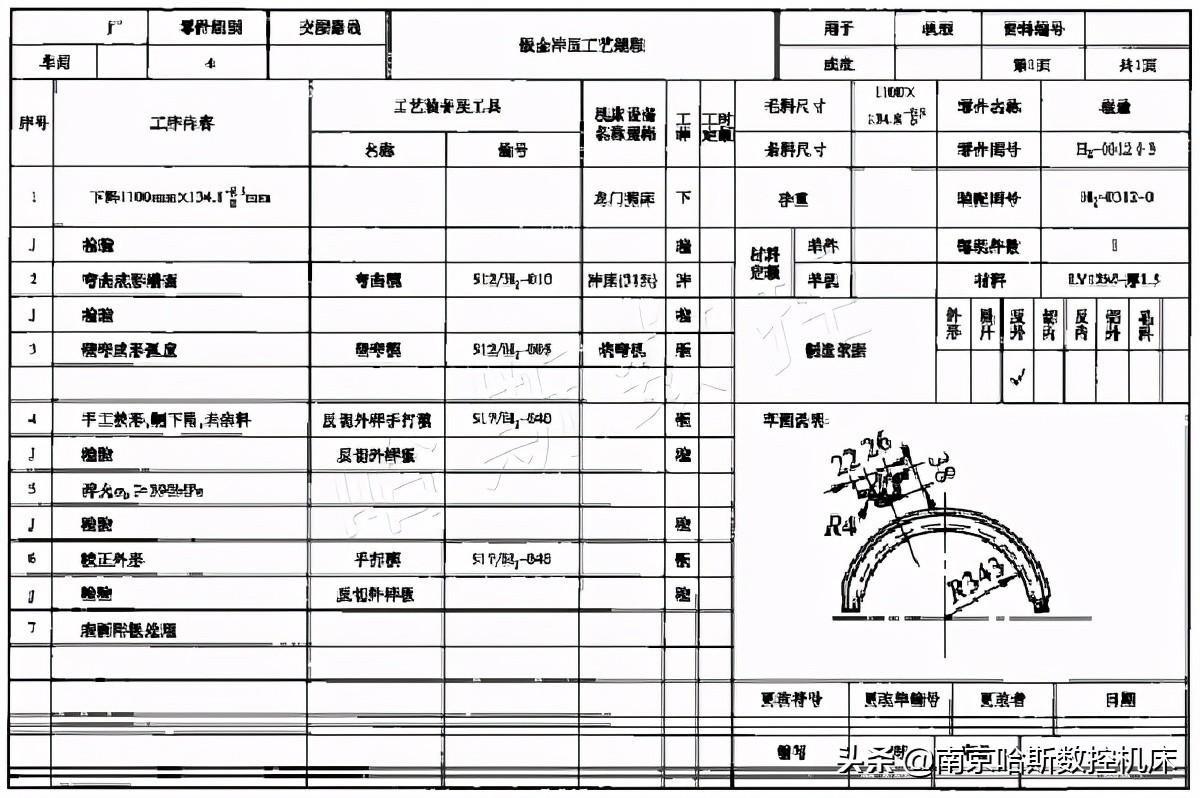 Технология штамповки листового металла
Технология штамповки листового металла
В общем, для всех процессов обработки листового металла, он также часто не выполняется одним разгрузочным, штамповочным цехом, многие детали также могут быть перемешаны с механической обработкой, термообработкой, поверхностной обработкой и т. Д., Межцеховое и межсекторальное руководство работой контролируется их соответствующими технологическими процедурами, но в разных отраслях промышленности, из - за различных производственных продуктов и технологических привычек, особенно при обработке листового металла с низкими профессиональными и техническими требованиями, низкой степенью сложности, также часто составляются комплексные технологические процедуры для руководства производством. Рисунок Технология штамповки листового металла представляет собой технологическую инструкцию штамповки рамы (изготовленной из 1,5 мм LF12M) на изделии предприятия.










