

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

1. Технология монолитных интегральных схем использует целый ряд плоских технологий, таких как шлифование, полировка, окисление, диффузия, фотолитография, эпитаксиальный рост, испарение и т.д., для одновременного изготовления транзисторов, диодов, резисторов и конденсаторов на небольшом кусочке кремниевого монокристалла, а также использует определенную технологию изоляции, чтобы каждый элемент был изолирован друг от друга с точки зрения электрических свойств. Затем на поверхности кремниевой пластины испаряется алюминиевый слой и с помощью фотолитографии вырезается в взаимосвязанную графику, так что компоненты по мере необходимости соединяются в полные схемы и превращаются в полупроводниковые монолитные интегральные схемы.
монолитная ИС
С развитием монолитных интегральных схем с малых и средних масштабов до крупномасштабных и сверхбольших интегральных схем также развивается технология плоской технологии. Например, диффузионное легирование переключается на ионно - инжекционное легирование; ультрафиолетовая обычная фотолитография развивается в набор технологий микротонкой обработки, таких как использование электронного луча экспозиции, плазменное травление, реактивное ионное фрезерование и так далее; эпитаксиальный рост с использованием технологии экстраполяции сверхвысоких вакуумных молекулярных пучков; Изготовление поликристаллического кремния, диоксида кремния и поверхностно - пассивированных пленок с использованием процесса химического осаждения в паровой фазе; В дополнение к использованию алюминия или золота, межсоединение тонких линий также использует химическое осаждение из паровой фазы, сильно легированное поликристаллической кремниевой пленкой и пленкой силицида драгоценного металла, а также многослойную соединительную структуру и другие процессы.
Монолитовые интегральные схемы представляют собой интегральные схемы, которые самостоятельно реализуют функции элементарных схем и не требуют внешних компонентов. Чтобы реализовать монолитную интеграцию, необходимо решить некоторые проблемы интеграции сопротивлений, конденсаторных элементов и силовых устройств, которые нелегко миниатюризировать, а также проблемы изоляции компонентов друг от друга с точки зрения характеристик схемы.
2. Процесс тонкопленочных интегральных схем состоит из транзисторов, диодов, резисторов, конденсаторов и индуктивных элементов всей схемы и их взаимосвязей, все из которых состоят из металла, полупроводника, оксида металла, полиметаллической смешанной фазы, сплава или изоляционной диэлектрической пленки толщиной менее 1 мкм и перекрываются с помощью процесса вакуумного испарения, процесса распыления и гальванического покрытия. Интегрированные схемы, изготовленные с помощью этого процесса, называются тонкопленочными интегральными схемами. Основные процессы:
 тонкопленочные интегральные схемы
тонкопленочные интегральные схемы
(1) В соответствии с схемой сначала разделите несколько функциональных деталей, а затем преобразуйте их в плоскую схему на базовой пластине методом планировки, а затем создайте толстопленочный сетевой шаблон для печати шелковой сетки методом фотопечати
Основными процессами создания толстопленочных сетей на фундаменте являются печать, спекание и настройка. Обычным методом печати является шелковая печать.
В процессе спекания органический клей полностью разлагается и улетучивается, твердый порошок расплавляется, разлагается и сливается, образуя плотную и прочную толстую пленку. Качество и свойства толстой пленки тесно связаны с процессом спекания и атмосферой окружающей среды, и скорость нагрева должна быть медленной, чтобы обеспечить полное исключение органических веществ до того, как стекло течет; Время спекания и пиковая температура зависят от используемой суспензии и мембранной структуры. Чтобы предотвратить растрескивание толстой пленки, следует также контролировать скорость охлаждения. Обычной печью для спекания является туннельная печь.
(4) Для достижения оптимальной производительности толстопленочной сети сопротивление должно быть отрегулировано после сжигания. Обычными методами регулирования сопротивления являются пескоструйное распыление, лазерная и импульсная регулировка напряжения.
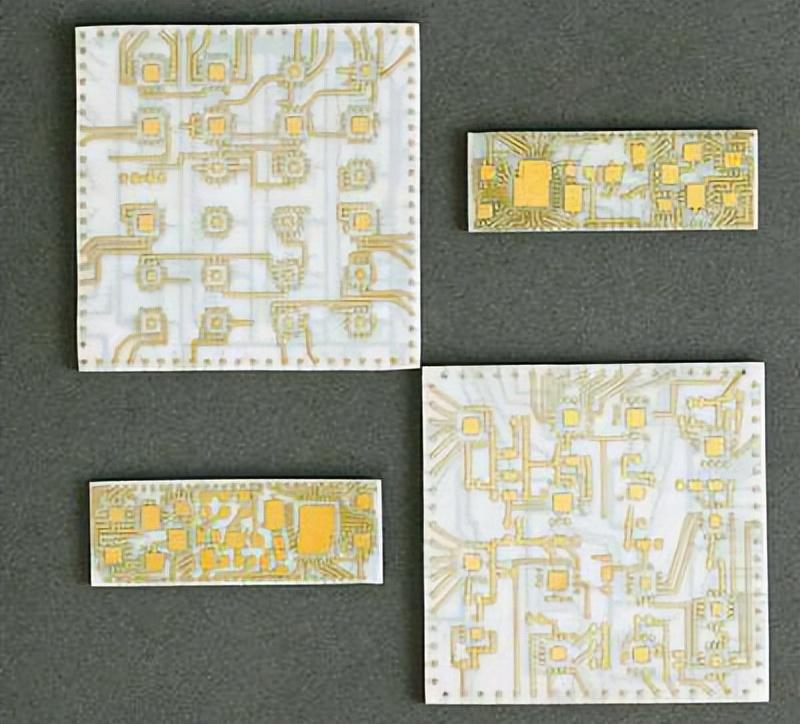
3. В процессе толстопленочных интегральных схем сопротивление, диэлектрик и проводниковая краска осаждаются на подложках из оксида алюминия, оксида бериллия или карбида кремния методом шелковой печати. Процесс осаждения - это использование тонкой шелковой сетки для создания рисунков различных мембран. Этот рисунок изготовлен методом фотографии, и везде, где краска не осаждается, отверстие в сетке блокируется латексом. После очистки пластины на основе оксида алюминия печатается проводящая краска, изготовленная из внутренней соединительной линии, зоны сварки терминала сопротивления, зоны сцепления чипа, нижнего электрода конденсатора и пленки проводника. Изделие после сушки, при температуре от 750 до 950°C обжиг формуется, испаряется клей, спекается проводниковый материал, а затем с помощью процесса печати и обжига изготавливается сопротивление, емкость, кросс - соединение, изоляция и цветное покрытие. Активные приборы изготавливаются с использованием таких процессов, как сварка с низким общим плавлением, повторная сварка, перевёрнутая сварка с низкой точкой плавления или балочный вывод, а затем устанавливаются на обгоревшую подложку, сваренный провод превращается в толстопленочную схему.
 Компонентные интегральные схемы
Компонентные интегральные схемы
Толщина диафрагмы толстопленочных цепей обычно составляет от 7 до 40 микрон. Технология многослойной проводки с толстой пленкой более удобна, многослойная технологическая совместимость хороша, может значительно улучшить плотность сборки вторичной интеграции. Кроме того, плазменное напыление, пламенное напыление, процесс печати и т.д., являются новыми технологиями толстой пленки. Подобно тонкопленочным интегральным схемам, толстопленочные интегральные схемы из - за толстопленочных транзисторов еще не практичны, на самом деле также используют гибридный процесс.
4. Технологические характеристики монолитных интегральных схем и тонкопленочных и толстопленочных интегральных схем эти три процесса имеют свои особенности и могут дополнять друг друга. Количество универсальных и стандартных схем велико, и могут использоваться монолитные интегральные схемы. Меньшее количество или нестандартные схемы, как правило, выбирают гибридный процесс, то есть стандартизированные монолитные интегральные схемы плюс гибридные интегральные схемы с активными и пассивными компонентами. толстопленочные и тонкопленочные интегральные схемы пересекаются в некоторых приложениях. Технологическое оборудование, используемое в процессе толстой пленки, относительно простое, гибкая конструкция схемы, короткий производственный цикл, хорошее охлаждение, поэтому в высоковольтных, мощных и пассивных элементах допуски менее требовательны в схемах более широкого использования. Кроме того, поскольку толстопленочные схемы легко реализуют многослойную проводку в технологическом производстве, в более сложных приложениях, выходящих за рамки возможностей монолитных интегральных схем, чипы крупномасштабных интегральных схем могут быть собраны в сверхмассивные интегральные схемы, а однофункциональные или многофункциональные монолитные интегральные схемы могут быть собраны в многофункциональные компоненты или даже небольшие целые машины.
Использование и меры предосторожности (1) Интегрированные схемы не должны превышать предельных значений при использовании, а электрические параметры должны соответствовать нормативным значениям, когда напряжение питания изменяется не более чем на 10% от номинального значения. При включении и отключении используемого источника питания схема не должна генерировать мгновенное напряжение, иначе схема будет пробита.
(2) Использование интегральных схем обычно составляет от - 30 до 85 °C, при установке системы следует стараться держаться как можно дальше от источника тепла.
(3) При ручной сварке интегральных схем нельзя использовать электрический паяльник мощностью более 45 Вт, время непрерывной сварки не должно превышать 10 С.
(4) Для интегральных схем MOS необходимо предотвратить электростатический индукционный пробой сетки.
Таково описание технологии интегральных схем. В настоящее время монолитные интегральные схемы в дополнение к развитию более высокой степени интеграции также развиваются в направлении мощных, линейных, высокочастотных и аналоговых схем. Тем не менее, в микроволновых интегральных схемах, более мощных интегральных схемах, тонкопленочные, толстопленочные гибридные интегральные схемы также имеют преимущества. При конкретном выборе различные типы монолитных интегральных схем и толстопленочных и тонкопленочных интегральных процессов часто сочетаются, особенно прецизионные резистивные сети и резистивные сетевые пластины, прикрепленные к базе, собранной из толстопленочных резисторов и проводников, в сложную и полную схему. При необходимости можно даже подключить отдельные сверхмалые компоненты, компоненты или целые машины.










