

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

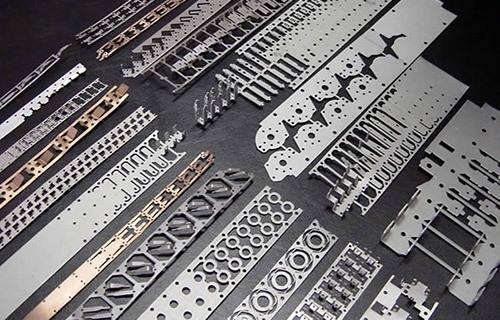
Процесс штамповки - это метод обработки изделий определенного размера, формы и характеристик, которые производят пластическую деформацию или разделение заготовки внешними силами, наложенными на нее пресс - формой. Область применения процесса штамповки очень широка, как для обработки металлических листов, стержней, так и для обработки различных неметаллических материалов. Ниже приводится краткая информация о технических требованиях к процессу штамповки металлов:
В чем особенности процесса штамповки
(1) При обработке методом холодной штамповки могут быть получены изделия сложной формы, которые трудно обработать другими методами обработки, такими как тонкие детали оболочки. Точность размеров холодноштампованных деталей обеспечивается пресс - формой, поэтому стабильная взаимозаменяемость размеров хороша.
(2) Высокий коэффициент использования материала, легкий вес изделия, хорошая жесткость, высокая прочность, меньшее потребление энергии в процессе штамповки. Поэтому стоимость работ ниже.
(3) Простая эксплуатация, низкая трудоемкость, легкая механизация и автоматизация, высокая производительность.
(4) Структура формы, используемая в обработке штамповки, как правило, более сложная, более длительный производственный цикл и более высокая стоимость.
Основные требования к штамповочному материалу
Материалы, используемые для штамповки, должны соответствовать не только техническим требованиям конструкции изделия, но и требованиям процесса штамповки и обработки после штамповки.
(1) Требования к формовочным свойствам штамповки: чтобы способствовать деформации штамповки и улучшению качества изделия, материал должен обладать хорошей пластичностью, малым отношением изгиба, большим коэффициентом ориентации толщины пластины, малым коэффициентом ориентации плоскости пластины, малым отношением прочности на текучесть материала к модулю упругости. Для процесса разделения не требуется, чтобы материал имел хорошую пластичность, чем лучше пластичность материала, тем труднее разделить.
(2) Требования к допуску толщины материала: допуск толщины материала должен соответствовать государственным стандартам. Поскольку определенный зазор формы применяется к определенной толщине материала допуск толщины слишком велик, не только напрямую влияет на качество конструкции, но также может привести к повреждению формы и штампа.
III. Выбор прецизионного масла
Нажимное масло играет ключевую роль в процессе штамповки, хорошие охлаждающие свойства и антифрикционные свойства полярного давления для срока службы формы и повышения точности детали сделали качественный скачок. В зависимости от материала изделия, штамповочное масло при выборе производительности также имеет разный акцент.
(1) Силиконовая сталь является относительно легко вырезанным материалом, как правило, для легкой очистки готовой продукции изделия, в предпосылке предотвращения образования ударных заусенцев будет выбрано низковязкое штамповочное масло.
(2) Углеродная сталь при выборе штампованного масла должна сначала обратить внимание на вязкость растягивающего масла. Лучшая вязкость определяется в зависимости от сложности обработки и метода вытяжки масла и условий обезжиривания.
(3) оцинкованная сталь из - за химической реакции с добавками хлорной системы, поэтому при выборе штамповочного масла следует обратить внимание на возможную проблему белой ржавчины в штамповочном масле типа хлора, а использование штамповочного масла типа Бошун - серы может избежать ржавчины, но после штамповки его следует как можно скорее обезжирить.
(4) Нержавеющая сталь - это материал, который легко производит отверждение для обработки и требует использования растягивающего масла с высокой прочностью масляной пленки и хорошей устойчивостью к спеканию. Как правило, используется штамповочное масло, содержащее композитные добавки тиохлора, обеспечивая при этом характеристики обработки под экстремальным давлением, избегая заусенцев, разрывов и других проблем в изделиях.
IV. Разработка основных элементов и этапов процесса штамповки
(1) Определение типа заготовки. Тип заготовки должен определяться в зависимости от материала, формы и размера деталей.
(2) Определение порядка обработки деталей. Порядок обработки деталей должен определяться в соответствии со всеми техническими требованиями, такими как точность размера, шероховатость поверхности и термическая обработка, а также тип, структура и размер заготовки.
(3) Определение технологического метода и остаточного объема обработки. То есть определить станки, используемые в каждой операции, метод зажима деталей, метод обработки, метод измерения и размер обработки.
V. Разработка основных принципов процесса обработки деталей
(1) Принцип спереди точной базы. Для обработки деталей необходимо выбрать подходящую поверхность в качестве основы для определения местоположения на станке или приспособлении. необработанная поверхность, которая является первой технологической базой позиционирования, называется грубой базой; Обработанная поверхность, которая служит базой позиционирования, называется точной базой. Первичной обработке должны предшествовать основные точные основания.
(2) Принцип грубого разделения. Поверхности, требующие более высокой точности, обычно должны быть обработаны после полной грубой обработки деталей. Это устраняет деформацию деталей при грубой обработке из - за напряжения зажима, тепла резания и внутреннего напряжения, а также способствует организации процесса термообработки; При массовом производстве грубая и точная обработка часто выполняется на разных станках, что также способствует рациональному использованию высокоточных станков.
(3) Принцип "однократной загрузки зажима". В единичном и мелкосерийном производстве соответствующая поверхность, требующая точности положения, должна быть тщательно обработана, насколько это возможно, в одном зажиме.

Это технические требования к процессу обработки штамповки, рациональный выбор формы, сырья для заготовки и штампованного масла является ключом к улучшению качества заготовки. Байда Борун является крупнейшей в Китае высококачественной базой по производству металлообрабатывающего масла, саморазвивающаяся продукция штампованного масла обладает отличными антифрикционными свойствами при полярном давлении, может эффективно защищать форму, продлевать срок службы оборудования, является назначенным партнером многих отечественных и средних производителей станков и оборудования, получил широкое признание и высокую оценку отечественных и зарубежных клиентов.










