English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

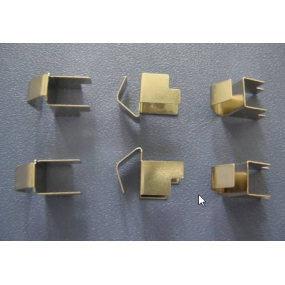
Завод по переработке штамповочных штампов изготавливает штамповочные детали из пяти металлов, после обработки и производства, чтобы проверить продукт штамповки, после того, как тест прошел проверку, чтобы упаковать, отгрузить, проверить штамповочные детали из пяти металлов, в первую очередь из нескольких аспектов, давайте посмотрим:
Просмотр внешнего вида металлолома
В первую очередь включают; 1, Заусеница. 2 - Смятение. 3, Волосы. 4 - Линия удара. 5, Давление пресс - формы (царапины). 6, ямы. 7 Ржавчина. 8.Точка онемения. 9.Трещина. 10.Упал пробойник. 11. гладкость закругления. 12.Толстая ситуация. 13, Волны. 
II. Несколько измерений штамповочных деталей
1. Несколько измерений штамповочных деталей из металла: означает, что штамповочные детали проводят несколько измерений масштаба на контрольном инструменте, детали без контрольного инструмента используют обычные вещи, такие как линейка курсора, линейка из стальной пластины, линейка коробки, угломер и т. Д.;
2. Метод обнаружения штамповочных деталей с контрольным приспособлением: в естественном состоянии, после полного позиционирования детали с помощью основного вторичного штифта, запишите, плотно ли запчасть и эталонная поверхность прикреплены, и запишите значение измеренного зазора непосредственно с S - поверхностью в контрольной записи, нет специальных правил пунктуального эталона « 0», но одна точка на базовой поверхности допускает зазор 0,2 мм, а служба в базовом отверстии выполняется в соответствии с требованиями контрольного документа; В соответствии с требованиями к ориентации точки мониторинга для просмотра базового документа, данные, собранные после измерения, записываются в таблицу результатов просмотра, отверстие для проверки штифта / положение болта / гайки и т. Д. Не могут быть измерены в состоянии зажима контрольного устройства, после того, как рычаг интерферометрического места будет открыт, а затем измерен и признан. Это позволяет легко проверить наличие проблем с штамповкой.
Эта статья от EMAR Plus Co., Ltd. Для получения дополнительной информации о EMAR нажмите: www.sjt-ic.com,