English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

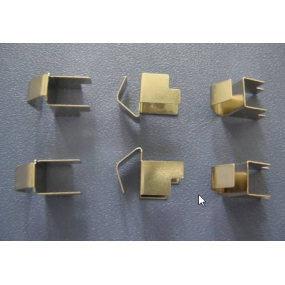
Наиболее распространенным и незаменимым на штамповочном заводе является штамповочный станок, на каждом штампе есть набор пресс - форм для обработки различных форм штамповочных изделий, так как требования к штампу учитывают тоннаж, то есть для подтверждения размера штампа. Каждый комплект формы должен отдавать приоритет тоннажу перед планированием, чтобы избежать неполного разреза формы без тоннажа.
Тоннаж штамповки в основном связан с силой, необходимой для штамповки. Прорыв имеет силу сдвига, подъем такой же, есть сила подъема, тоннаж не работает, подъем не на месте.
При выборе штамповочного станка завод по обработке штамповки должен сложить суммарную силу штамповки, силу разгрузки, силу изгиба и силу верхнего стержня всей формы и умножить ее на коэффициент безопасности 1.3. Выбранный штамповочный тоннаж должен быть больше или равен этому результату, чтобы обеспечить разумность.  Смотрите формулу ниже: F = LT сигма bf
Смотрите формулу ниже: F = LT сигма bf
L относится к длине срезанной линии, например, если прорезать квадратное отверстие, то длина срезанной линии равна длине четырёх сторон этого квадратного отверстия, и она совпадает с его периметром;
2, T относится к толщине материала, как и выше, единица mm, f является коэффициентом разреза, как правило, 1,3;
3, сигма b относится к прочности на растяжение прессованного стального материала.
Результатом, полученным штамповочным заводом при умножении вышеуказанных значений, является давление удара, но единицей является крупный рогатый скот, преобразованный в тонну, чтобы разделить 9800, чтобы получить базовый тоннаж, а затем, учитывая безопасный запас на штамп и другие операции, такие как разгрузочный толкающий потолок, разделить этот тоннаж на коэффициент 0,7, чтобы получить тоннаж станка.
Эта статья от EMAR Plus Co., Ltd. Для получения дополнительной информации о EMAR нажмите: www.sjt-ic.com,