English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Прежде всего, возьмите Shenzhen Lida Seiko Factory в качестве примера, как правило, наш мастер производственного процесса имеет 16 шагов, как показано на рисунке ниже.
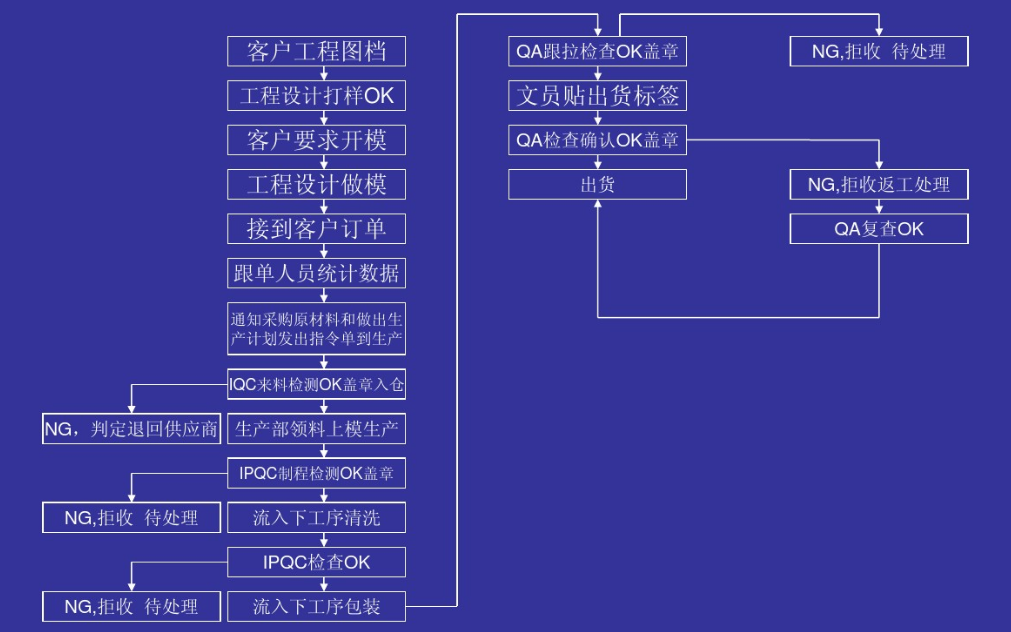
Нашей основной задачей является:
1. План производства: после получения заказа документарный отдел своевременно подтверждает запасы сырья, готовой продукции и т.д. на заводе; Наличие технических чертежей, перечней материалов; Могут ли материалы быть своевременно, своевременно и вовремя на месте; Организуйте производственный план и подготовьте производственную инструкцию для отправки в отдел производства.

Во - вторых, проверка сырья: для обеспечения качества источника необходимо провести следующие испытания примерно на 1 м выборки сырья в каждом томе. Посредством визуальной проверки и проверки шаблонов для проверки соответствия материала, проверки поверхности материала окисления, загрязнения, беспорядочных цветов и другого плохого внешнего вида. Проверка толщины материала и соответствия спецификаций стандарту с помощью микрометра; Отбор проб в каждом томе проверяет высокотемпературную стойкость материала с помощью обратной сварки (после высокотемпературного испытания поверхность имеет деформацию, хроматизм, окисление и т.д.)

3. Производственный сектор производит после получения производственного директивного листа: получение материала в соответствии с требованиями директивного листа; В пресс - форме для передачи материала, через несколько изгибов и резки давления штампа, материал деформируется в соответствии с направлением ожидаемой конструкции пресс - формы, так что детали формуются. Первый экземпляр должен быть проверен и оценен в соответствии со всеми контрольными элементами руководства по инспекции и должен быть подписан и подтвержден первым образцом прежде чем он может быть включен в производство. В процессе производства загрузка должна носить работу с набором пальцев, часто самоконтроль, если вы обнаружите плохое, вы должны немедленно остановить запрос на улучшение.

IV. Промывание воды: не менее двух процессов очистки. Вынимайте зону, подлежащую очистке, и загружайте ее в сетчатый контейнер, затем помещайте в ультразвуковую камеру, чтобы очистить поверхность изделия от загрязнения нефтью в течение 10 минут. После извлечения поместите в резервуар для вторичной очистки углеводородов и снова очистите его в течение 5 минут, чтобы вымыть остаточные поверхностные сточные воды. После повторного извлечения заготовку помещают в промывочную ванну на 3 - 5 минут, а углеводородный фильтр высушивают. Во время процесса очистки моющее средство заменяется один раз в 3 часа, чтобы обеспечить эффект очистки. Затем детали распределены и помещены на воздухосушильное оборудование около 10 минут, так что детали полностью высушены. После этого заготовки помещаются в транспортировочный контейнер.

5. Упаковка: Весь процесс операции упаковки носит чехол пальца и своевременно заменяет его, чтобы избежать прямого контакта кожи с изделиями, чтобы предотвратить появление отпечатков пальцев, грязного загрязнения, плохого окисления. Товары в упаковочной зоне должны быть подвергнуты выборочной проверке в соответствии с инструкциями по проверке, чтобы убедиться, что печать проставлена правильно, прежде чем они могут быть упакованы на линии. Упаковочные детали помещаются на упаковочный стол, детали помещаются в лоток лотка в одном направлении, прежде чем помещаться, следует проверить, есть ли явные дефекты на поверхности изделия. После подтверждения правильности упаковщик наклеивает этикетку на внутренний ящик и закрывает ящик для отправки.
6. Подтверждение перед отгрузкой: клерк наклеивает этикетку отгрузки, QA подтверждает правильность кодирования материала этикетки отгрузки, соответствует ли это физическому объекту, правильность количества и т. Д., После подтверждения правильности необходимо поставить печать на этикетке отгрузки, чтобы подтвердить отгрузку, если есть аномалия, необходимо своевременно отказаться от приема и обратной связи с проблемой, внести изменения и переработку.
Компания Ema Technology Co., Ltd. является одним из ведущих китайских профессиональных производителей прецизионных металлических деталей, основанных в 2006 году, в основном занимается обработкой с ЧПУ, металлическими штамповками, обработкой листового металла и другими операциями.