English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

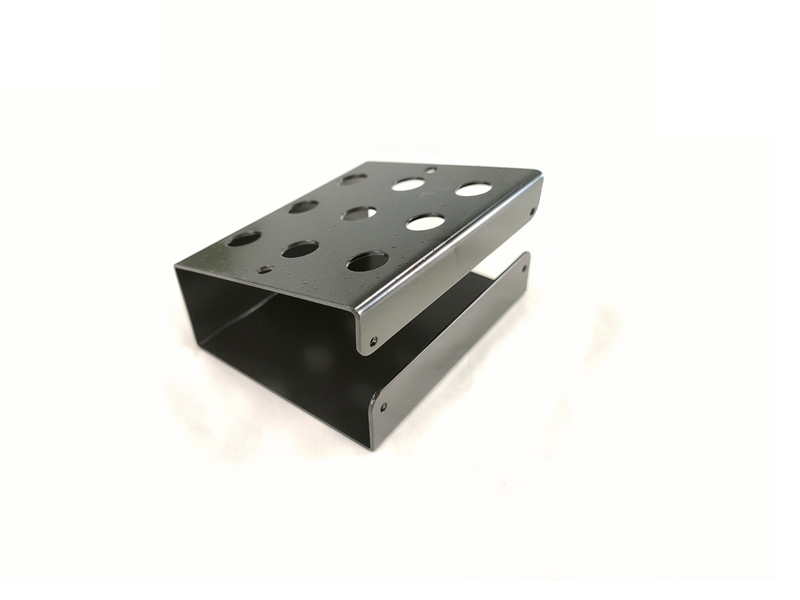
Аппаратные фабрики столкнутся с некоторыми проблемами обработки во время производственного процесса штамповки, такими как неровная поверхность штамповочных деталей. Итак, когда поверхность штамповочных деталей неровная, как фабрика по обработке штамповочных деталей должна с ней справиться? Следующий редактор деталей для штамповки оборудования поможет вам понять. YuG Hardware Factory, Hardware Products, Metal Products, Precision Sheet Metal, Hardware Processing, Sheet Metal Factory, Metal Stamping, Hardware Stamping, CNC
Для преодоления неравномерности поверхности штамповочных деталей можно использовать следующие методы: 1. Регулярный осмотр и регулировка штамповочного штампа: штамповочный штамп нуждается в регулярном осмотре и техническом обслуживании, чтобы уменьшить проблему вогнутости и выпуклости штамповочных деталей. Общая практика заключается в использовании тестового продукта для проверки склеивания царапин штамповочной полосы и состояния обрабатываемой поверхности (дуга полости, дуга основания штампа). 000 @ 000 2. Умеренная скорость манипулятора: Для производства и изготовления полностью автоматических штамповочных штампов на аппаратных заводах, когда штамп находится в нижней части штампа, а скорость манипулятора высокая, заусенцы будут падать на верхний конец штампа, вызывая вогнутые и выпуклые проблемы. Чтобы предотвратить такие проблемы, мы можем провести эксперимент по разгрузке штамповочных деталей перед производством и изготовлением и эффективно установить скорость и угол разгрузки манипулятора, чтобы не было легко столкнуться со штамповочными деталями и нижней матрицей. 3. Проверьте поверхность отсечки: при отсоединении материала трубы износ и повреждение обрезной матрицы приведут к тому, что многие тонкие вентиляторы будут прилипать к краю ножа. Поэтому необходимо проверить двойную обрезную поверхность в области материала или линию штамповки перед производством и изготовлением штамповочной матрицы, а затем очистить материал для удаления шероховатой кромки. 4. Осмотр оборудования для очистки пластин: перед производством и изготовлением штамповочного штампа на заводе фурнитуры необходимо регулярно проверять установку для восстановления и очистки и более разумно очищать сырье. Это также очень важно, и также необходимо обратить внимание на качество зазора между роликами и чистящего масла. Эта информация предоставляется производителями фурнитуры EMAR, а также другими аппаратными заводами, аппаратными изделиями, металлоизделиями, прецизионным листовым металлом, металлообработкой, заводами по производству листового металла, штамповкой металла, металлообработкой, обработкой металла, токарной обработкой с ЧПУ и другой информацией. Мы тепло приветствуем людей из всех слоев общества посетить нашу фабрику для переговоров и руководства. Мы будем служить вам всем сердцем.