

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Zavedenie procesu: Kovové pečiatky sú metódou spracovania kovov, ktorá je založená na plastovej deformácii kovov. Používa tvary a pečiatkové zariadenia na uplatňovanie tlaku na kovové listy, čo spôsobuje plastovú deformáciu alebo oddelenie kovového listu, čím získava časti (pečiatkové časti) s určitým tvarom, veľkosťou a výkonnosťou. Technológia tvorby odtlačkov zohráva dôležitú úlohu v výrobnom procese automobilových orgánov.
Kovové pečiatky sa môžu použiť na spracovanie plochých koncových kovových tvarov a požiadavky na spracovanie tvarov sú relatívne vysoké a tento proces je vhodný len na veľkú výrobu. Tento proces má vysokú presnosť pri spracovaní a neexistuje žiadna významná zmena hrúbky materiálu. Keď pomer medzi hĺbkou a priemerom klesá, strojový proces je veľmi podobný hlbokému kresleniu a žiadny z týchto strojových procesov významne neznižuje hrúbku materiálu.
Masová výroba častí si vyžaduje komplexné používanie viacnásobných procesov tvorby a rezania na základe progresívnych nástrojov. V rýchlom spracovaní sú nevyhnutné série tvarov. Počas procesu strojových častí je niekedy potrebné vykonať druhú prevádzku na predtým vytvorených častiach. Niektoré časti môžu vyžadovať 5 alebo viac operácií, ktoré odrážajú množstvo procesov. Tento proces môže spracovávať kovové listy na valcové, konické a polostrokové tvary. Častá kombinácia pečiatky a tlačenia v procese umožňuje celému projektu širokú škálu možností, ako napríklad pri strojovaní okrajov flange, asymetrických kolesov a tvarov s perforáciami, sú výrazné charakteristiky tohto procesu.
Technický opis 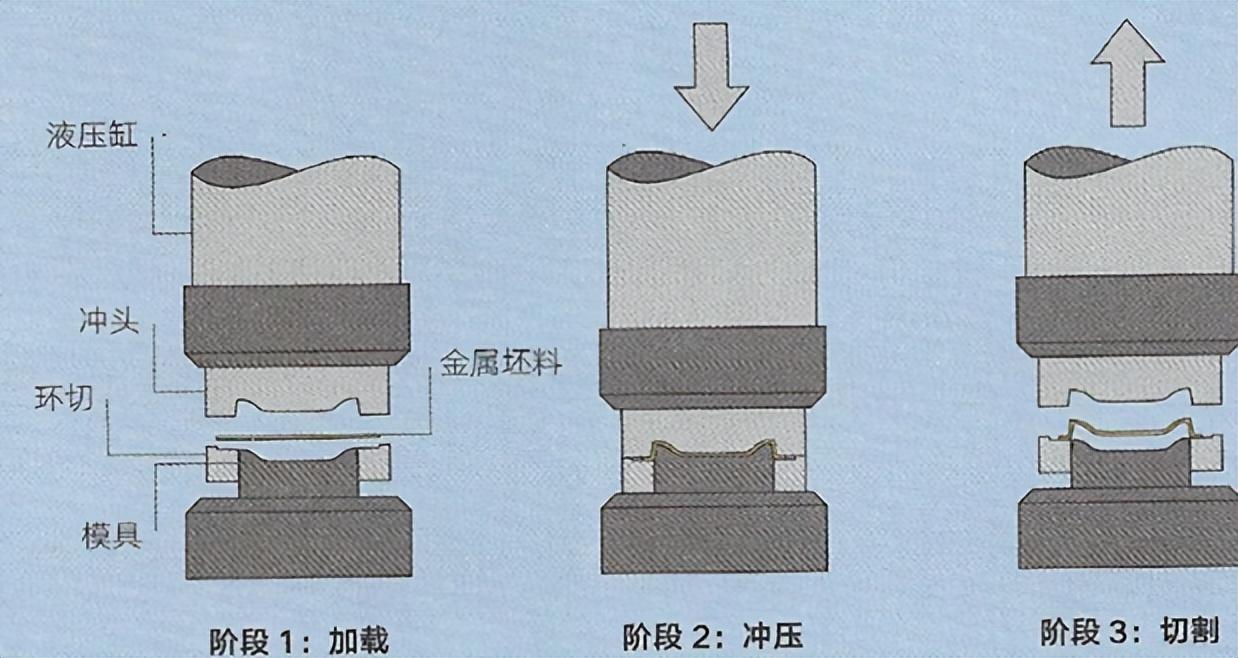
Kovové pečiatky sú špecifickým procesom vykonávaným na tlakovom stroji, ktorý prenáša výkon na tlak cez hydraulický nádrž alebo mechanické zariadenie (ako napríklad tlak kamery). Vo všeobecnosti sa vyberajú hydraulické nádoby, pretože majú jednotný tlak počas celého cyklu pečiatky a tí, ktorí používajú mechanické zariadenia, majú tiež miesto v priemysle spracovania kovov.
Punky a tvary sú špecializované a vo všeobecnosti vykonávajú len jednu operáciu tvorby alebo úderu. Vo prevádzke sa kovové bankovky obvykle nakladajú na pracovnú stoličku. Potom zatlačte úder a dokončte tvorbu časti jedným úderom.
Po dokončení tvaru sa odstraňovač pohybuje hore a vytiahne časť, v ktorej sa časť odstraňuje. Niekedy tvorba časti je kontinuálnym procesom a po spracovaní musí prebiehať aj procesom pečiatky. Je to bežne známe ako kontinuálny proces spracovania a tvorby tvaru.
Za týchto podmienok spracovania sa spracované kovové časti prenášajú na ďalšiu fázu spracovania na pracovisku. Tento proces sa môže prevádzkovať ručne alebo prostredníctvom prenosových dráh. Väčšina systémov je automatizovaná a udržiava vysoké rýchlosti spracovania. Nasledujúci krok môže zahŕňať spracovanie tlaku, pečiatku, brzdenie alebo iné sekundárne spracovanie.
Typické použitie spracovania pečiat je veľmi rozsiahle. Veľká väčšina rozsiahlych procesov spracovania kovov v automobilovom priemysle je pečiatka alebo extrusia vrátane automobilových karosérií, obložení dverí a odrezania.
Tento proces sa používa na spracovanie kovových kamerových telefónov, mobilných telefónov, televíznych nádob, domácich zariadení a MP3 hráčov. Tento proces používa aj kuchynské a kancelárske zariadenia, nástroje a nože. Vonkajší tvar a vnútorná štruktúra častí sa môžu spracovať pomocou tohto procesu.
Malá sériová výroba častí používajúcich súvisiace procesy sa dosiahne prostredníctvom spracovania kovov z listov, otáčania kovov alebo tvorby ohybu. Tieto procesy môžu vytvárať podobné tvary ako kovové pečiatky, ale vyžadujú relatívne vysoké pracovné zručnosti.
Aj keď sú procesy pečiatky a hlbokého kreslenia podobné, stále existujú významné rozdiely. Ak je hĺbka časti väčšia ako 1/2 priemeru, časť sa musí predĺžiť tak, aby sa znížila hrúbka steny. To si vyžaduje postupnú a pomalú prevádzku, aby sa zabránilo nadmernému roztiahnutiu a roztrhaniu materiálu.
Superplastické formovanie môže používať jednoduché operácie na výrobu väčších a hlbších častí. Tento spracovanie sa však obmedzuje na hliník, horčík a titán, keďže vyžaduje, aby materiál mal superplasticitu.
Metalové profily tvorené kvalitou spracovania spájajú ductilitu a pevnosť kovových materiálov častí a zvyšujú pevnosť a jasnosť.
Ak požiadavky na povrchový účinok nie sú obzvlášť prísne, časti sa musia po deformácii liečiť len miernymi výkrivkami. Na zníženie hrubosti povrchu sa používa výbuch piesku. Časti sa môžu ďalej spracovať aj prostredníctvom práškového rozprašovania, namaľovania alebo elektroplatingu.
Ide o metódy rýchleho a presného výroby plytkých koncových tvarov s použitím listových kovov. Tento proces môžu použiť kruhy, štvorce a polygóny.
Temné stenové časti môžu posilniť silu častí pridaním rebier, čo môže znížiť hmotnosť a náklady na spracovanie. Výber vhodného tvaru môže spracovať profily so zloženými krivkami a zloženými povrchmi. Podobný proces na dokončenie tejto práce je spracovanie listových kovov, ale vyžaduje vysokokvalifikovaných pracovníkov. Mnohé tvary sa môžu aplikovať na spracovanie kovov z listov a na pečiatky kovov. Jedna strana tohto tvaru je vyrobená z pevnej gumy, ktorá môže vytlačiť dostatočný tlak na vytvorenie kovovej bankovky na bodke.
Konštrukčné úvahy: Tlačenie sa vykonáva na vertikálnej osi. Z tohto dôvodu sa koncový uhol tvorí v druhej pečiatke. Sekundárne pečiatky zahŕňajú deformáciu tlaku, rozšírenie rezania a zakrivenie.
Prvá pečiatka môže znížiť priemer chybného materiálu len o 30 %. Pokračujúca prevádzka môže znížiť priemer o 20 %. To znamená, že spracovanie niektorých častí si vyžaduje určitý počet nepretržitého pečiatky.
V technológii hlbokého kreslienia je proces často obmedzený spracovateľskou kapacitou stroja. Veľkosť postele stroja určuje veľkosť bankovky a výťah určuje dĺžku ťahu. Spracovateľský cyklus sa určuje stroke a zložitosťou častí.
Hrúbka potlačenej nehrdzavejúcej ocele sa pohybuje od 0,4 do 2 mm a je možné spracovať do 6 mm hrúbkové dosky, ale bude ovplyvnená tvarom a tvarom.
Týmto procesom sa môže spracovať mnohé kovové listy, ako sú uhlíková oceľ, nehrdzavejúca oceľ, hliník, horčík, miska, medi a cink.
Náklady na spracovanie sú relatívne vysoké z dôvodu potreby vysokopevných kovových tvarov počas spracovania. Polovice pevné gumové tvary majú nižšie náklady, ale stále si vyžadujú jednostranné kovové nástroje a sú vhodné len na výrobu malých šarží.
Spracovateľský cyklus je veľmi krátky a 1 až 100 častí sa môže spracovať do 1 minúty. Náhrada a nastavenie tvarov si vyžaduje určitý čas.
Náklady na prácu sú relatívne nízke v dôsledku vysokého stupňa automatizácie. Poľstvo a polievanie výrazne zvýšia náklady na prácu.










