

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

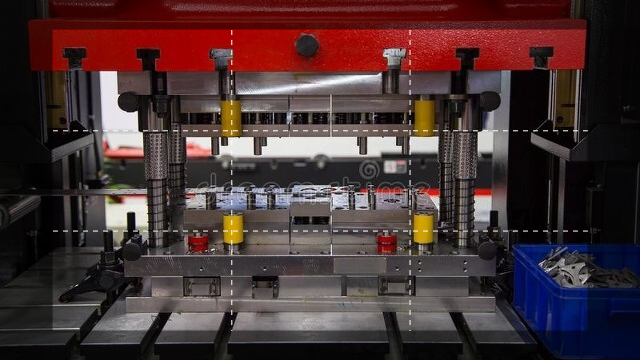
V závislosti od tvaru komponentu alebo výrobku sa pečiatka kovov týka rôznych procesov, z ktorých každý je odlišný. Tieto procesy sa používajú na dosiahnutie komplexného a dôkladného dizajnu častí a výrobkov v priemyselných odvetviach, ako sú letecký priestor, spotrebiteľské výrobky, automobily, letectvo, elektronika, potraviny a nápoje atď. Zvyčajne nie je možné vyrábať komponent pomocou jednej metódy pečiatky kovov, pretože každý proces zahŕňa vytvorenie konkrétneho dizajnu.

Mnohé metódy pečiatky zahŕňajú procesy, ako je extrusia, ťahanie a tlačenie rebier. Každá technológia zahŕňa zmes rôznych procesov na dosiahnutie požadovaných komponentov. Všetky tieto metódy sa vykonávajú pri izbovej teplote, zvyčajne zahŕňajúcej minimálne alebo nulové teplo. Označenie zariadenia je typický výrobný proces formovania chladu, ktorý zahŕňa používanie niekoľkých nástrojov a zariadení, ako napríklad pečiatkových strojov (tlakové tlaky), tvarov atď., na tvorbu zložitých tvarov a vzhľadov.
Vzhľadom na to budeme diskutovať o niektorých z najpopulárnejších procesov pečiatky hardvéru používaných výrobcami.
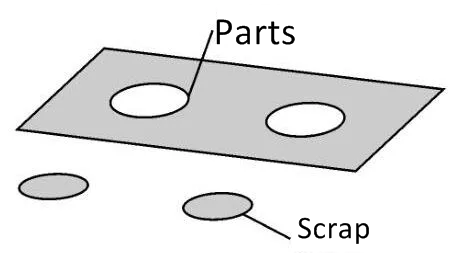
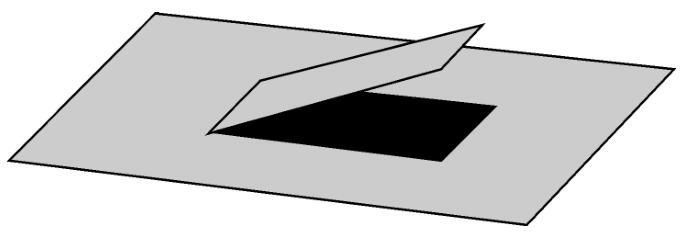
Metóda dažania je bežný proces dažania kovov. Kovová doska je namontovaná na jednom mieste alebo presnejšie na pracovnej stolici. S použitím rôznych nástrojov a strojov vytvorte dieru na kovovej doske a vytvorte sériu rôznych dutých oblastí na kovovej doske. Zatlačenie je trochu iné, pretože po tlačení na kovovú dosku sa perforovaná časť odstráni a už sa nepoužíva.
Na zabezpečenie deformácie kovovej tabuľky musí byť úder nepretržitý proces. Oblasť okolo úderu musí byť presne navrhnutá. Stroj používaný v tomto procese pečiatky kovov je vyrobený z vysokouhlíkovej ocele a musí byť dôkladne udržiavaný tak, aby neexistovala pasívacia ani oblasti pasívacie, čo môže spôsobiť deformáciu tvaru kovovej dosky.
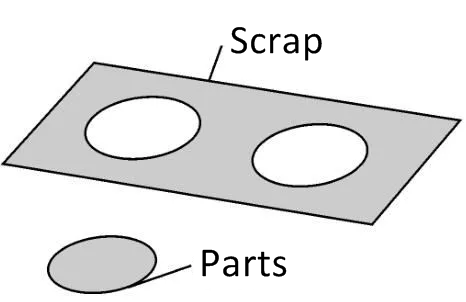
Nie je veľký rozdiel medzi metódou rezania a úderom - veľký rozdiel však je v tom, že perforované dosky nebudú vyhadzované. Zatlačený list je konečnou zložkou. Mnohé spoločnosti s pečiatkou kovov zvyčajne vykonávajú pečiatky pred vykonaním iných vecí v projekte. Po dokončení rezania materiálu výrobca bude pokračovať v ďalších štádiách pečiatky hardvéru, ako sú extrusia a ohnutie.
Odrezanie materiálu v podstate zahŕňa výrobu kovových listov – zvyčajne na malých alebo stredných kovových listoch rezaných z veľkých kusov. Pokiaľ ide o masovú výrobu, ide o mimoriadne výhodný proces, pretože je jednoduchý a vedie k vysokokvalitnému a presnému rezaniu.
V niektorých prípadoch však kovové dosky môžu obsahovať nežiaduce okraje alebo výkrivky. Ide o spoločnú otázku; Napriek tomu sa ostré okraje a výkrivky nakoniec odstránia niekoľkými procesmi, ako sú tepelné výkrivky, ručné výkrivky a/alebo vibračné metódy.
Pokiaľ ide o kovové pečiatky, niektorí výrobcovia používajú takzvaný proces roztiahnutia. Táto metóda v podstate zahŕňa pevné upevnenie dvoch koncov kovovej tabuľky (opačných koncov). Ďalším krokom je umiestniť kovovú tabuľku na tvar s prierezovým tvarom. Prostredníctvom silného pečiatkového procesu tvar vytvára úder, ktorý stlačí kovové listy na stroj. To pomáha vyvinúť prierezový tvar stroja a plne deformovať kovovú dosku na splnenie požiadaviek.
Metóda rozšírenia sa môže rozdeliť aj na dva ďalšie procesy, ktoré sa nazývajú hlboké rozšírenie a plytké rozšírenie. Sú to podobné procesy na dosiahnutie požadovanej hĺbky na kovovej doske. Napríklad počas plytkého roztiahnutia bude polomer hlavnej kovovej plochy vždy zodpovedať hĺbke roztiahnutia, čo znamená, že bude rovnaký.
Na druhej strane, hlboké roztiahnutie je v podstate rezanie v tvare šálky na kovových doskách na tvorbu rôznych výrobkov. Počas procesu hlbokého ťahania je celkový polomer kovovej tabuľky oveľa menší v porovnaní s hĺbkou, ktorá sa má vykonať.

Metóda extrusie pri pečiatke kovov je typický proces používaný výrobcami na výrobu výrobkov a komponentov extrusovanými tvarmi. Metóda stlačenia zahŕňa „ uzavretá tvar; Výrobná technológia. V tomto prípade sa kovová tabuľka používa ako celok alebo stlačí do častí. Tento proces zahŕňa dve nezávislé tvary, ktorých polohy sa postupne priblížia k sebe na dvoch koncoch kovovej plochy a tvoria tvar mince.
Jedným z najväčších prínosov extrusnej metódy je, že je veľmi účinná pri výrobe rôznych kovových častí a výrobkov s rôznymi množstvovými toleranciami. Je to aj relatívne priama technológia, ktorá môže rýchlo a spoľahlivo vyvolať deformácie (zvyčajne trvalé) výrobkov. Týmto spôsobom sa zložka alebo výrobok v podstate vysoko odolní hlbokému fyzickému oblečeniu a silným vplyvom.
Technika rezania jazyka je úplne odlišná od metód rezania a úderu. Ako to povedať? Nuž, rezanie jazyka zahŕňa jedinečný proces pečiatky kovov, ktorý si nevyžaduje odstránenie kovových častí z kovového listu. Proces vpichu a tvarovania je nastavený tak, aby sa na kovovom povrchu vytvoril hlboký prietok. Účelom tohto postupu je zabrániť vzniku akéhokoľvek kovového odpadu, ako sú kovové vlákna, ktoré sa musia zlikvidovať alebo odstrániť v štádiu po spracovaní.
Jedným z hlavných dôvodov, prečo výrobcovia používajú rezanie jazyka, je, že tento proces pomáha vytvoriť rôzne jedinečné a prispôsobené dizajny a tvary používajúce rôzne druhy kovov. Napríklad sa be žne používa na tvorbu komponentov a častí, ktoré sa musia používať na aplikácie, ako sú otvory, ventilátory, etikety atď.
Metóda posilnenia kovových dosiek je ďalšou jedinečnou technikou používanou na navrhovanie zdvihnutých povrchov v špecifických oblastiach kovovej dosky. Posilňovacie tyče sa môžu vytvoriť pomocou dvoch rôznych metód – prostredníctvom modelových súprav alebo strojov. Metóda posilnenia sa používa hlavne na tvorbu častí a komponentov pre rôzne aplikácie v závislosti od zložitosti a formy požadovaného dizajnu. Napríklad niektoré z najlepších príkladov používania korugačných komponentov zahŕňajú kovové krytie, hlavičky motora, kabíny motora, rámy dverí, tabuľkové oceľové dosky atď.
Technika posilnenia sa však môže použiť na rôznych kovových povrchoch, pričom najpopulárnejším kovovým typom v tomto procese je hliník. Je to najmä preto, že tento kovo je veľmi ľahké spracovať. Okrem toho je tento materiál trvalý a ľahký, pričom obidve prispievajú k efektívnejšiemu a účinnejšiemu procesu posilnenia.

Dôležité faktory, o ktorých treba vedieť počas procesu pečiatky kovov
Pokiaľ ide o výrobu kovov, technológia pečiatky kovov je veľmi užitočná. Keďže je to tak, každý proces sa spomína na základe zložitosti technológie. Napríklad rýchle a priame procesy, ako je padnutie alebo bodnutie materiálu, sa čas to označujú ako počiatočná úroveň akéhokoľvek projektu. Tieto procesy sa potom sprevádzajú inými procesmi na tvorbu hotového výrobku.
Na druhej strane sa na vytvorenie komplexných dizajnov, ktoré si nevyžadujú spracovanie počas celého ich výrobného cyklu, používajú zložité postupy pečiatky, ako sú hlboké ťahanie, rezanie jazyka, extrusie a/alebo tlačenie rebier.

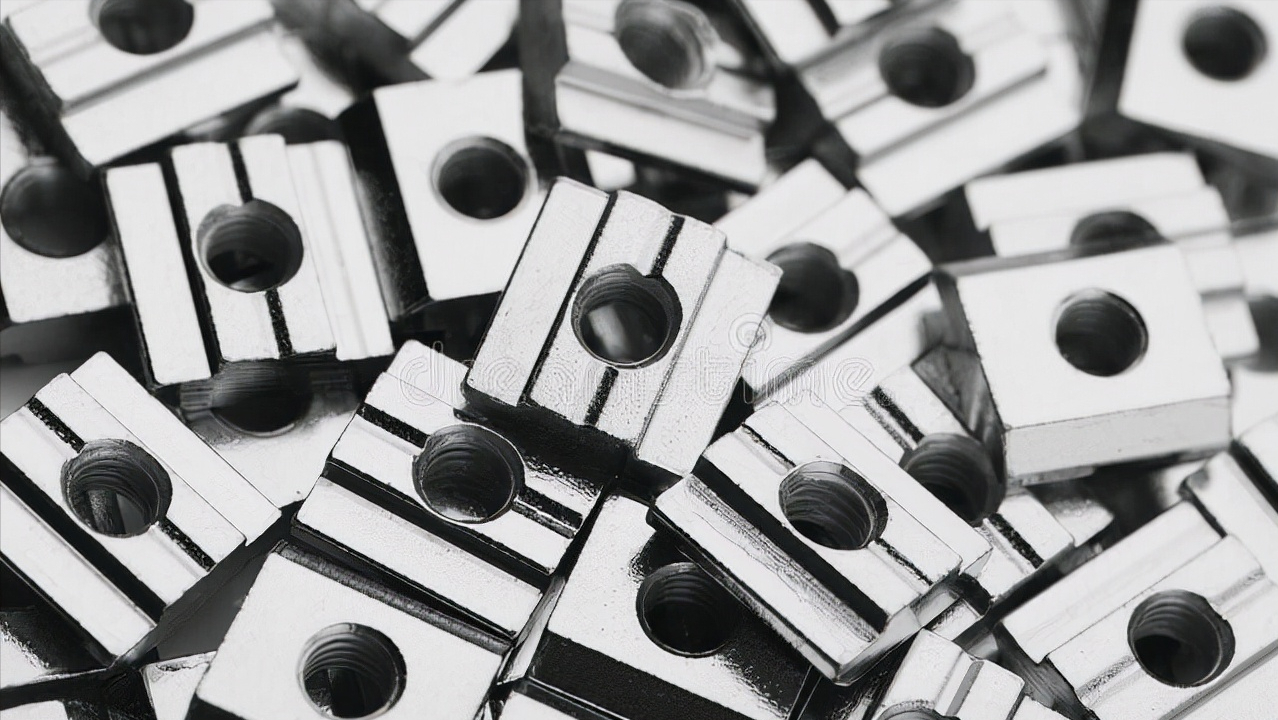
Súhrnne povedané, kovové pečiatky sú mimoriadne dôležitým a budúcim orientovaným procesom, ktorý je rozhodujúci pre mnohé odvetvia. Tento proces sa používa na výrobu denných spotrebiteľských výrobkov, ako aj väčších komponentov a častí na výrobu vozidiel a iných vecí.










