English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Mold grinding is a method of restoring the sharp cutting edge of the grinding tool through grinding. Kvalita kovových pečiatkových častí by sa mala najprv zvážiť z tvaru a pečiatkové tvary majú určitý výrobný život. S zvýšením času pečiatky, keď sa najnovšia hrana do určitej miery nosí, pôvodne ostrá priečná hrana sa stane nudná, čo vedie k nadmernému vytrhnutiu a zníženej presnosti pečiatkových častí.
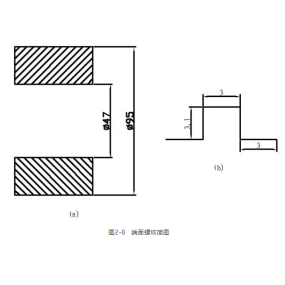
Existujú rôzne metódy mletia moldov vrátane používania špecializovaných mletiacich strojov a ich dokončenia na povrchových mletiach. Frekvencia bodkovania a nižšieho mletia je vo všeobecnosti 4:1, nastavte výšku tvaru po mletie, prosím.
Škoda spôsobená nesprávnym mletím: nesprávne mletím sa môže zhoršiť agilné poškodenie okraja molu a ovplyvniť jeho prevádzkový život.
Výhody riadneho ostrenia: načasované ostrenie moldov môže zachovať stabilnú kvalitu a presnosť bodania. Život čepeľa moldu je dlhší. Opatrenia na vytiahnutie moldu: povrch molového kolesa by mal byť čistý a čistý; Po mletí je potrebné čistiť, demagnetizovať a mazať meč; Navrhuje sa používať uvoľnené, hrubo zrnené, mäkké mletiace koleso. napríklad WA46KV; Pri zaokrúhlenom rohu medzi R0,1 – 0,25 mm by sa mala zvážiť ostrosť priečnej hrany; Počas mletia sa musí pridať primeraná chladiaca látka; Mlčovacie množstvo (odstraňovacie množstvo) nesmie každý raz prekročiť 0,013 milimetrov. Ak je mlčovacie množstvo príliš veľké, spôsobí nadtepnutie povrchu molu, čo je rovnocenné zaobchádzaniu s anneláciou, čím sa mola mäkká a výrazne znižuje jej životnosť; Po mletí sa okraje majú spracovať olejným kameňom, aby sa odstránili nadmerne ostré okraje; Počas mletia je nevyhnutné zabezpečiť pevné a stabilné upevnenie bodu a dolného bodu s použit ím špecializovaných prístrojov a vlákien; Mlčovacie množstvo tvaru je pevné a ak dosiahne túto hodnotu, tlak sa odstráni. Ak sa naďalej používa, môže spôsobiť poškodenie tvaru a stroja, čo vedie k malým stratám.
Časové mletie tvarov je dôležitým faktorom pri zabezpečovaní kvality kovových pečiatkových častí. Ak je mold v vhodnom čase ostrejší, jeho prevádzkový život sa môže predĺžiť o tri krát. Napriek tomu nesprávne ostrejenie môže rýchlo zintenzívniť poškodenie moldového okraja a znížiť jeho prevádzkový život. Preto je veľmi dôležité ovládať správnu metódu ostrejenia.
Tento článok je z EMAR Mold Co., Ltd. Ďalšie informácie týkajúce sa EMAR nájdete na www.sjt-ic.com,