English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

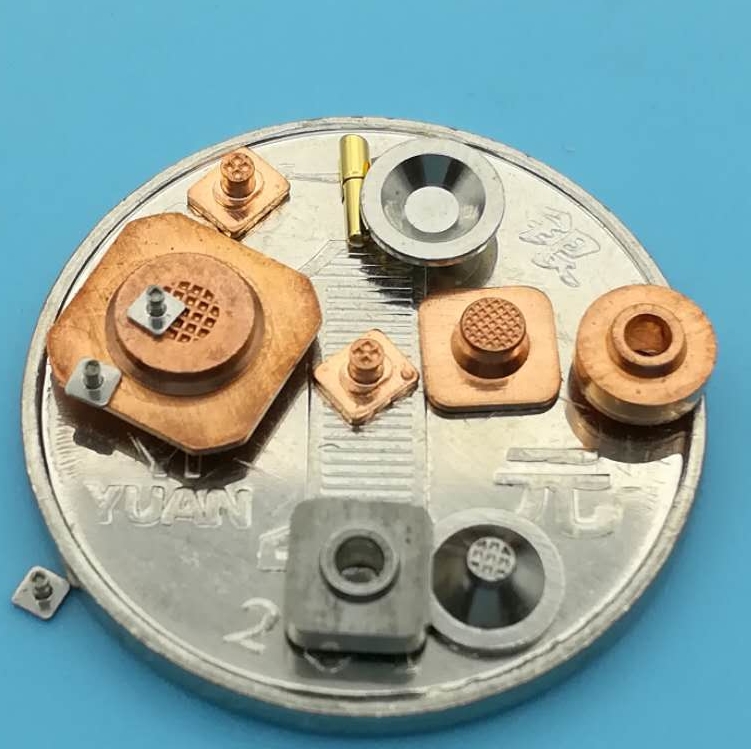
S vývovývovývovývoelektronielektronielektroniproduktna na miniaturizizsa s a dopdopdopdopdopdopdopdopdoppo mikrohardhardhardhardelektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektronielektroničastčastsa rastrastrastrastsa sa dopdopdopdopdopdopdopdopdoppo mikrohardhardhardhardhardhardhardhardelektronielektronielektronielektronielektronielektronielektronielektroničastčastčastsa sa rastrasta a požiadavpožiadavpožiadavpožiadavpožiadava na produktsa sa čočočosa viac a prespresa a sa preprepreprepreprepreprepreprepreprepreprepreprepreprepreprepreprepreprepreprepreprepresa sa sa požiadavpožiadavpožiadavpožiadavpožiadavpožiadava sa sa sa sa čočočočočočočočočočočočočočočočočočočočočočoDúfam, že starí železniční pracovníci, ktorí s a zaujímajú o rozvoj v tejto oblasti, nebudú robiť zlé a zároveň s ú technickí vedúci predstavitelia vítaní, že sa zúčastňujú na našej diskusii prostredníctvom mikroblogu s cieľom spoločne zlepšiť technológiu mikropresnej chladnej extrusie.
Pokiaľ ide o technológiu extrusie za studena s mikropresnosťou, je to stále extrusia za studena, ale je to technológia extrusie za studena s mikropresnosťou a vyššou presnosťou. Preto sa náš výrobný proces stále musí odvolávať na výrobný proces bežnej extrusie za studena. Tradičná extrusia za studena je rezanie koláčik, annelácia, spracovanie fosfátovej saponifikácie, kompozitná extrusia, annelácia, spracovanie fosfátovej saponifikácie, extrusie moldovanie, rezanie a oddelenie. Mikroprezná extrusia za studena nemôže robiť aj bez týchto procesov. Avšak, mikropresnosť extrusia za studena musí pokračovať v týchto Mikroelektronické presné extrusné časti chladu môžu ľahko produkovať milióny alebo dokonca desať miliónov častíc na porad. Ak stále používate tradičné manuálne nakladacie metódy chladu extrusiu na výrobu, je čas ukončiť triedu skoro! Preto sa výskum a výroba technológie mikropresnej extrusie za studena stali čoraz dôležitejšími, a preto sa musíme rozprávať o téme mikropresnej extrusie za studena.
Pri navrhovaní mikropresných extrusných tvarov za studena by s a mala zohľadniť ich kontinuálna produktivita a používané zariadenia s ú tiež vysokorýchlostné tlakové stroje. Len vysokorýchlostné tlakové stroje môžu spĺňa ť veľké výrobné potreby zákazníkov. Vyrástli tlakové tvary EMAR v súčasnosti udržiavajú tlakovú rýchlosť 260 krát za minútu, ktorá môže spĺňať potreby väčšiny zákazníkov. Rýchlosť by nemala byť príliš rýchla. Ak je rýchlosť príliš rýchla, chladová rýchlosť tlaku nemôže udržať a poškodenie vložky nebude hodné straty. Počet zákazníkov je príliš veľký, tak Ha-ha!
Pri navrhovaní mikropresných extrusných tvarov za studena by s a mala zohľadniť ich kontinuálna produktivita. Embryo sa musí tvoriť v mnohých krokoch vo vnútri tvaru, pretože spracovanie extrusie za studena nie je ako spracovanie pečiatky a tlak je veľmi vysoký, dosahuje viac ako 2000 MP. Preto nesmú byť príliš malé alebo príliš málo usmerňovacích stĺpcov. Keď sa stretnete s navrhovaním výrobku, musíte tento bod plne zvážiť, inak bude výroba výrobku nestabilná počas určitého obdobia a nemôžete nájsť dôvod. Roky skúseností EMAR vám to hovoria veľmi dôležité
Najdôležitejšou tvarovou štruktúrou pri navrhovaní mikropresných extrusných tvarov za studena je, ako sa presne kŕmiť. Ak metóda kŕmenia nie je presná, vážne ovplyvňuje mieru výnosu výrobku. EMAR Hardware v tomto ohľade urobil mnohé odchýlky. V súčasnosti sa používajú dva súbory kŕmnych metód a pre túto výrobnú metódu sa uplatňuje patentové osvedčenie. Preto nie je vhodné zverejniť ďalšie informácie, aby sa nedotklo línie!
Konštrukcia mikropresných extrusných tvarov za studena musí stále dodržiavať zásady konštrukcie extrusie za studena. Bez ohľadu na konvexné a konkavné tvary by mal byť prietok kovov ľahký, najmä konštrukcia kovových mŕtvych uzlov by mala byť hladká. Ak účinok nemôže byť dosiahnutý, môže sa rozdeliť na viaceré konštrukcie, aby sa postupne dosiahol požadovaný tvar. Nenavrhujte v jednom kroku, inak rýchlosť poškodenia bodu urobí vášho opravcu ešte unavenejší ako pes!
Lubricácia je takým kľúčovým faktorom pri výrobe mikropresnej extrusie chladu, ktorá vážne ovplyvňuje život moldu. EMAR hardvér urobil mnohé odchýlky v výskume a vývoji a výrobe. Napokon, riešenia poskytnuté profesormi Šanghajského výskumného in štitútu materiálov univerzity Jiaotong vyriešili tieto problémy s bolesťou hlavy, v podstate nahrádzajúce fosfátový a saponifikovaný mazací proces. Teraz je výroba veľmi hladká. V tejto súvislosti staré železy potrebujú EMAR na poskytnutie pomoci.
Staré železnice, môžem len spomenúť záležitosti, ktoré by sa mali pozorovať pri navrhovaní a výrobe mikropresnej chladnej extrusie umierajú. Vitajte, že máte v tejto súvislosti objednávky a používate EMAR hardvér na pomoc pri výrobe alebo zaplatení patentového poplatku za technológiu poskytovanú EMAR hardvérom!
Existujúce EMAR presné video o produkcii chladnej extrusie, vitajte na návšteve!