English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

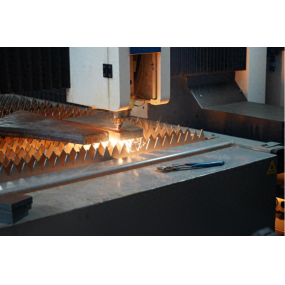
Spracovanie kovových listov v Shenyang v podstate zahŕňa spracovanie všetkých kovových listov, ktoré zahŕňa mnohé procesy a je zbierkou spracovania kovov. S rozvojom spoločnosti a zmenami dopytu má spracovanie listových kovov čoraz vyššie požiadavky na technológiu a vybavenie. Deformácia zvárania je bežnou chybou pri spracovaní listových kovov. Výrobcovia spracovania kovov Shenyangových listov sú tu, aby vám povedali:
1. Vyberte vhodnú sekvenciu zvárania. V prípade zváraných konštrukcií s veľkým počtom komponentov by sa komponenty mali zvárať a opraviť oddelene pred montážou a zváraním ako celku, čo znižuje pravdepodobnosť deformácie v porovnaní s montážou ich ako celku najprv a potom zváraním. A miestne oblasti možno inštalovať a zvárať súčasne, čo umožní prevádzku pomerne pohodlne.
2. Vyberte primeranú sekvenciu zvárania. Aby sa zabránilo deformácii zvárania, zváranie pásov, zváranie chrbta a symetrické zváranie by sa malo prijať v poradí zvárania.
3. Antideformálna metóda. Musí zváranej časti dať smer deformácie oproti smeru po zváraní pred zváraním a po zváraní presne kompenzuje deformáciu diela pred zváraním.
4. Metóda pevnej fixácie. Táto metóda je veľmi účinná pri znižovaní deformácie zvárania.

5. Vyberte vhodné zváracie metódy a normy. Energetická hustota a tepelný vstup vykurovacích zváraní sa líšia medzi rôznymi zváracími metódami. Pri zváraní tenkých dosiek môže výber zváracích metód s vysokou energetickou hustotou, ako napríklad zváranie chránených plynov oxidu uhličitého a zváranie plazmatických hákov namiesto zvárania plynov a manuálneho zvárania hákov, znížiť deformáciu zvárania. Pri zváraní štruktúr hliníka a hliníkovej zliatiny zváranie plynu spôsobuje oveľa väčšiu deformáciu ako ručné zváranie argónového uhla.
5) Rozumný výber medzery a metód obloženia okrajov. Metódy výpočtu medzery a niektorých bočných dĺžk by sa mali presne označiť, ale treba poznamenať, že rôzne tabuľky majú rôzne meracie normy.
Obsah článku sa získava z internetu. Ak máte nejaké otázky, kontaktujte ma, aby som ho vymazal!