English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

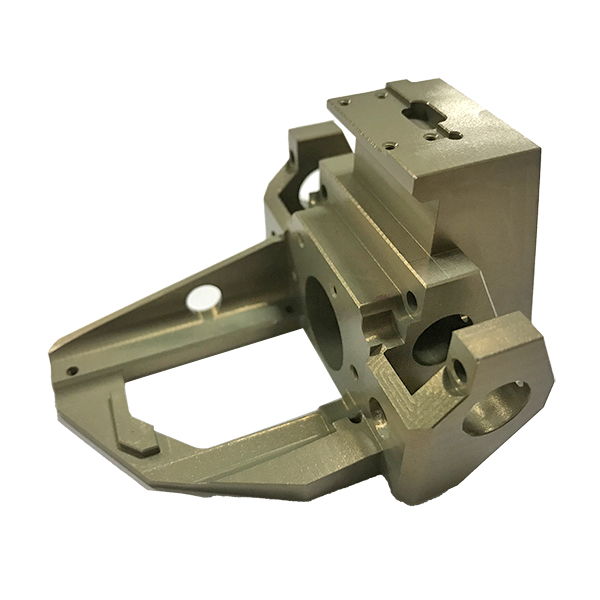
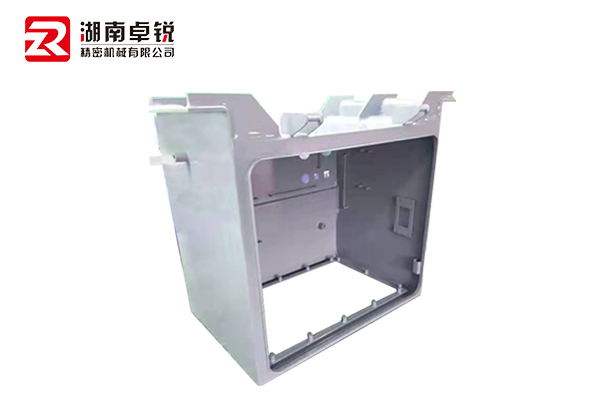
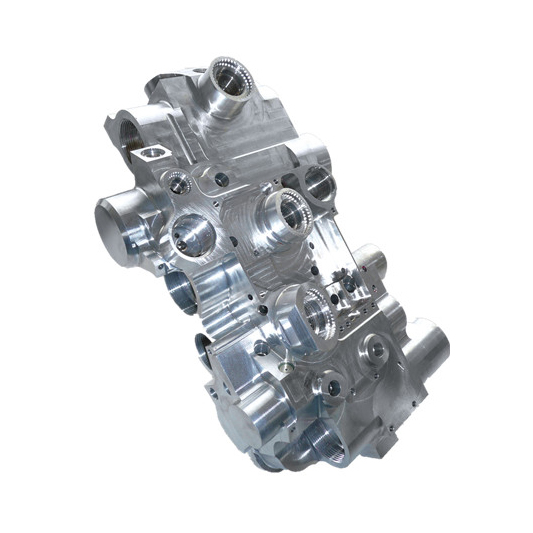
1. CNC obrábací obrobok nie je vyčistený a neexistujú žiadne antioxidačné opatrenia. Počas procesu obrábania diely nevyhnutne prichádzajú do styku s roztokom chladiacej kvapaliny, vzduchom a vodou. Ovplyvnené týmito faktormi sa na povrchu obrobku vytvárajú náplasti s bielym oxidom. Na analýzu vplyvu troch faktorov chladiacej kvapaliny, vody a vzduchu na generovanie náplastí s bielym oxidom používame ortogonálny test. Úroveň je definovaná ako áno a nie. 000 @ 000 Zásobný roztok chladiacej kvapaliny a kvapôčky vody sú umiestnené na povrchu obrobku a vzduch je izolovaný aplikáciou vazelíny. Doba skúšky je 13 dní (cyklus spracovania vonkajších rozmerov súčasti je asi 13 dní). Výsledky ukazujú, že povrchová oxidačná korózia sa vytvára pôsobením roztoku chladiacej kvapaliny a vzduchu, čo vedie k tomu, že diely nespĺňajú požiadavky na povrchovú úpravu. Preto obrobok nie je vyčistený a žiadne antioxidačné opatrenia sú jedným z dôvodov nízkej kvalifikovanej rýchlosti výroby dielov. 2. Nedostatok nástrojového vybavenia Aby sme overili záver tímu, počas testovacieho procesu sme vyskúšali a spracovali 3 ďalšie výrobky so špeciálnym leštiacim zariadením a spočítali rýchlosť šrotu. Po porovnaní rýchlosti šrotu testovaného produktu s rýchlosťou šrotu tejto časti sa zistilo, že rýchlosť šrotu bola takmer 8-krát odlišná. Preto je nedostatok leštiacich zariadení ďalším dôvodom vysokej rýchlosti šrotu produktu. Tradičnou metódou leštenia je inštalácia obrobku na rotačné zariadenie a stlačenie vonkajšieho kruhu časti brúsnym papierom na leštenie. Tradičná metóda leštenia má výhody jednoduchej prevádzky a dobrej ekonomiky. Je široko používaný v obrábacom priemysle. Jeho nedostatky sú zrejmé, ako napríklad: leštiaca sila nie je konštantná, podávanie nie je kontinuálne a účinnosť leštenia častí je nízka. Hľadáme nápady na návrh nástrojov z tradičnej metódy leštenia a zachovávame výhody. Leštiace body sa extrahujú, vrátane: leštiacej kontaktnej plochy (ručný brúsny papier), leštiacej sily (generovaný ramenný lis), množstva krmiva (pohyb dlane). Sada všeobecných leštiacich nástrojov je úspešne navrhnutá pomocou mechanickej štruktúry na dosiahnutie vyššie uvedených bodov. Po použití tohto nástroja môžu časti dosiahnuť rovnomernú silu počas leštenia. Tento nástroj môže byť inštalovaný na držiaku nástroja leštiaceho zariadenia a pôvodná funkcia zariadenia môže byť kombinovaná tak, aby sa dosiahlo jednotné podávanie. Zároveň, aby sa zabránilo brúseniu častí leštiaceho zariadenia, bol ako materiál leštiacej hlavy vybranýpolytetrafluoroethylene materiál s mäkším materiálom, silnejšou húževnatosťou a vysokou teplotnou odolnosťou. Pre leštiaci brúsny papier sme si vybrali určitý typ leštiaceho brúsneho papiera s mäkšou textúrou a lepiacou podložkou. Skutočné použitie zlepšuje rýchlosť obrábania dielov optimalizáciou leštiacej metódy dielov. Návrh všeobecného leštiaceho nástroja je hlavným vrcholom tohto projektu. Toto náradie efektívne rieši problémy s nekonštantnou leštiacou silou, diskontinuálnym podávaním a nízkou účinnosťou leštenia v tradičnej metóde leštenia. Poskytuje základ a referenčné skúsenosti so spracovaním ďalších presných dielcov v budúcnosti.