English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

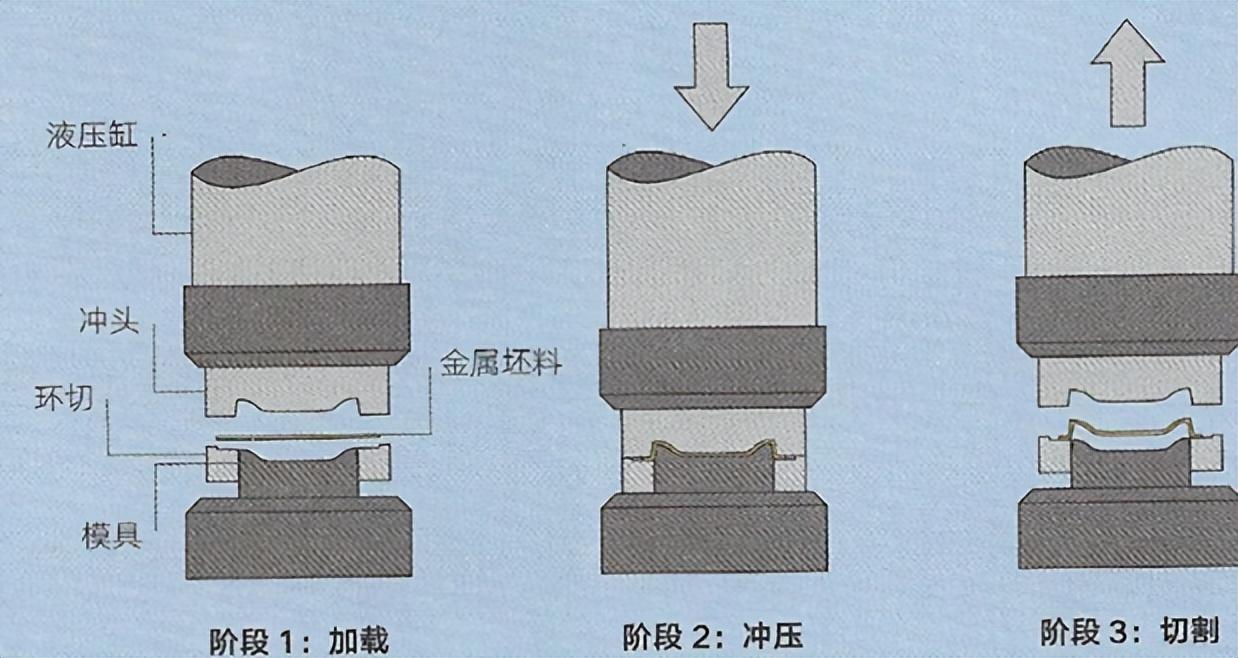
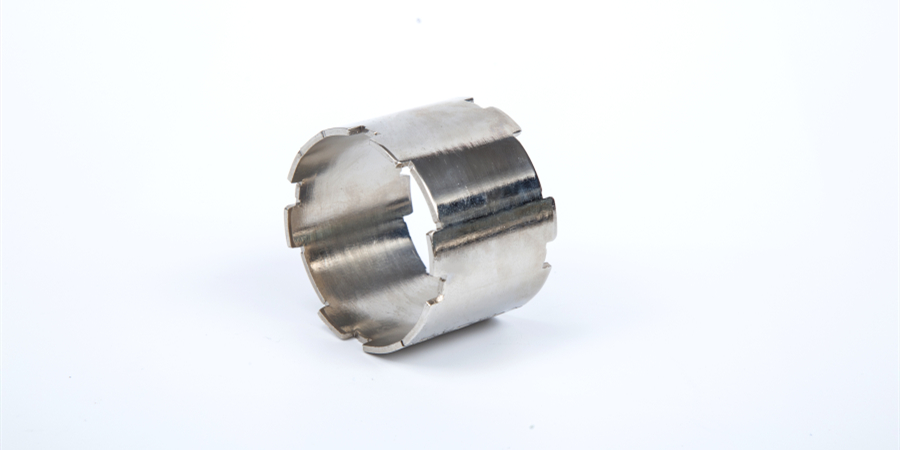
Lisovacie diely sú hlavne kovové alebo nekovové plechy, s tlakom lisu, razené a tvorené lisovacími lismi. V porovnaní s odliatkami a výkovkami majú napínacie lisovacie diely vlastnosti tenké, rovnomerné, ľahké a silné. Lisovacie spracovateľské závody môžu používať lisovanie na výrobu lisovacích dielov s rebrami, rebrami, robustnými alebo prírubovými, ktoré je ťažké urobiť inými metódami na zlepšenie ich tuhosti. Vzhľadom na použitie presných foriem môže presnosť napínacích lisovacích dielov dosiahnuť úroveň mikrónov a opakovateľnosť je vysoká.
So zlepšovaním kvality výrobkov na lisovanie a ťahanie matríc sa požiadavky na kvalitu a životnosť matríc stále zvyšujú. Užitočným spôsobom, ako zlepšiť kvalitu a životnosť matríc, je vývoj a použitie nových matríc a nových procesov tepelnej a povrchovej úpravy na neustále zlepšovanie výkonu a výkonu spracovania.
Odolnosť proti opotrebeniu je tiež dôležitým výkonnostným indexom ťažnej matrice. Keď je časť vytvorená, kov a povrch dutiny formy generujú relatívny pohyb, ktorý nosí povrch dutiny, takže veľkosť, tvar, presnosť a drsnosť povrchu formy sa menia a zlyhávajú. Odolnosť proti opotrebeniu formy je určená tepelným spracovaním formy, najmä povrchovým tepelným spracovaním. Hlavným základom pre lisovanie spracovateľských závodov na vyhodnotenie odolnosti formy proti opotrebeniu je stále tvrdosť. 000 @ 000 1. Tvrdosť
2. Pre tvrdosť > 350HB je tvrdosť konjugovaného zariadenia rovnaká ako tvrdosť ťažnej matrice.
3. Pokiaľ ide o mäkký a tvrdý povrch zubov, ak je pastorok ošetrený povrchovým kalením, veľký prevodový stupeň môže byť ošetrený nitridáciou, nauhličovaním atď. Ako príklad si vezmeme reduktor parnej turbíny, tvrdosť automatického hriadeľa je 285-320HB a tvrdosť pasívneho prevodového stupňa je 245-285HB.
Tento článok je od spoločnosti EMAR Mold Co., Ltd. Pre viac informácií týkajúcich sa EMAR kliknite prosím na :www.sjt-ic.com,