English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

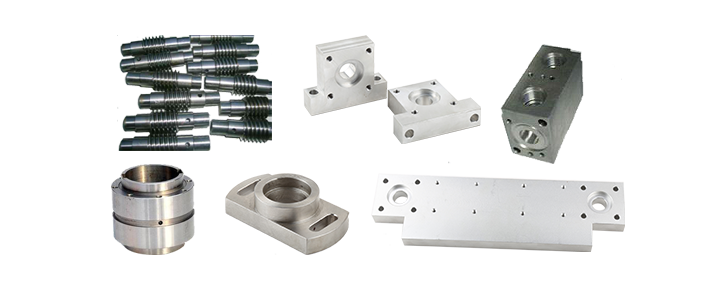
Takzvané remeselné spracovanie kovových presných lisovacích dielov je obtiažnosť spracovania tejto kovovej presnej lisovacej časti. Dokonalé lisovacie remeselné spracovanie by malo zabezpečiť vysoké využitie surovín, niekoľko krokov spracovania, jednoduchú štruktúru lisovacích nástrojov a dlhú životnosť, vysokú kvalitu lisovacích dielov, jednoduchú a pohodlnú obsluhu lisovacích pracovníkov. Existuje mnoho faktorov, ktoré ovplyvňujú remeselné spracovanie kovových presných lisovacích dielov, ako je tvar produktu, veľkosť, presnosť a výkon.
1. Tvar kovových presných lisovacích častí by mal byť jednoduchý a symetrický, najlepšie zložený z oblúkov a priamych línií, takže pri plánovaní usporiadania môže vzniknúť menej odpadu.
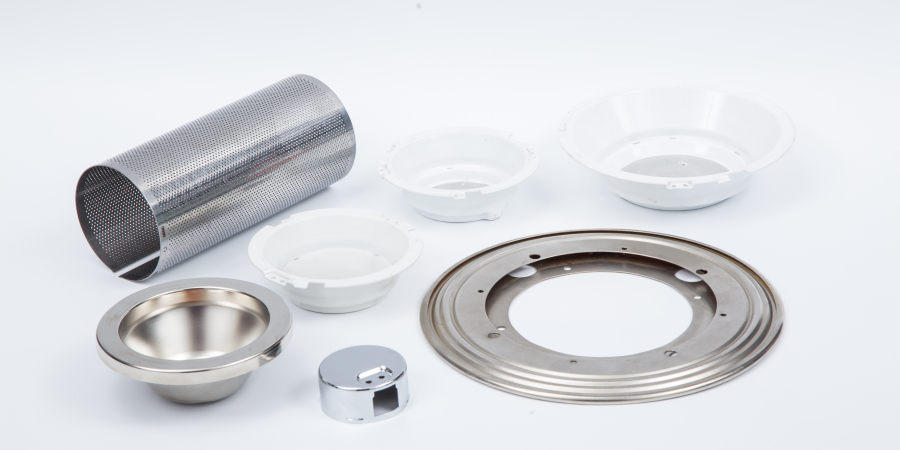
 2. Snažte sa vyhnúť dlhým konzolám alebo štrbinám na kovových presných lisovacích častiach a minimálna šírka by mala byť väčšia ako dvojnásobok hrúbky materiálu. Vzdialenosť medzi otvormi a otvormi, otvormi a okrajmi lisovacích častí by nemala byť príliš malá.
2. Snažte sa vyhnúť dlhým konzolám alebo štrbinám na kovových presných lisovacích častiach a minimálna šírka by mala byť väčšia ako dvojnásobok hrúbky materiálu. Vzdialenosť medzi otvormi a otvormi, otvormi a okrajmi lisovacích častí by nemala byť príliš malá.
3. Veľkosť dierovania by nemala byť príliš malá, aby sa zabránilo rozbitiu dierovacej ihly počas procesu razenia.
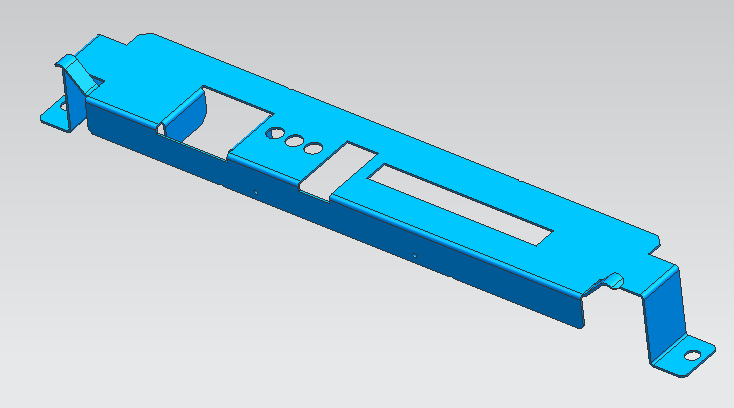
4. Za normálnych okolností by tvar lisovacích častí nemal mať ostré rohy, ale mal by používať zaoblené rohy na prechod, čo vedie k spracovaniu lisovacej matrice a zvyšuje životnosť matrice.
5. Pri dierovaní úderov na dierovanie a ohýbanie častí a dierovanie hlbokých výkresových častí by vzdialenosť od okraja otvoru k rovnej stene obrobku nemala byť príliš malá. Ak je vzdialenosť príliš malá, otvor sa po dierovaní deformuje. Ak sa dieruje neskôr, dierovacia ihla sa tiež ľahko zlomí.
Tento článok je od spoločnosti EMAR Mold Co., Ltd. Pre viac informácií týkajúcich sa EMAR kliknite prosím :www.sjt-ic.com!