English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

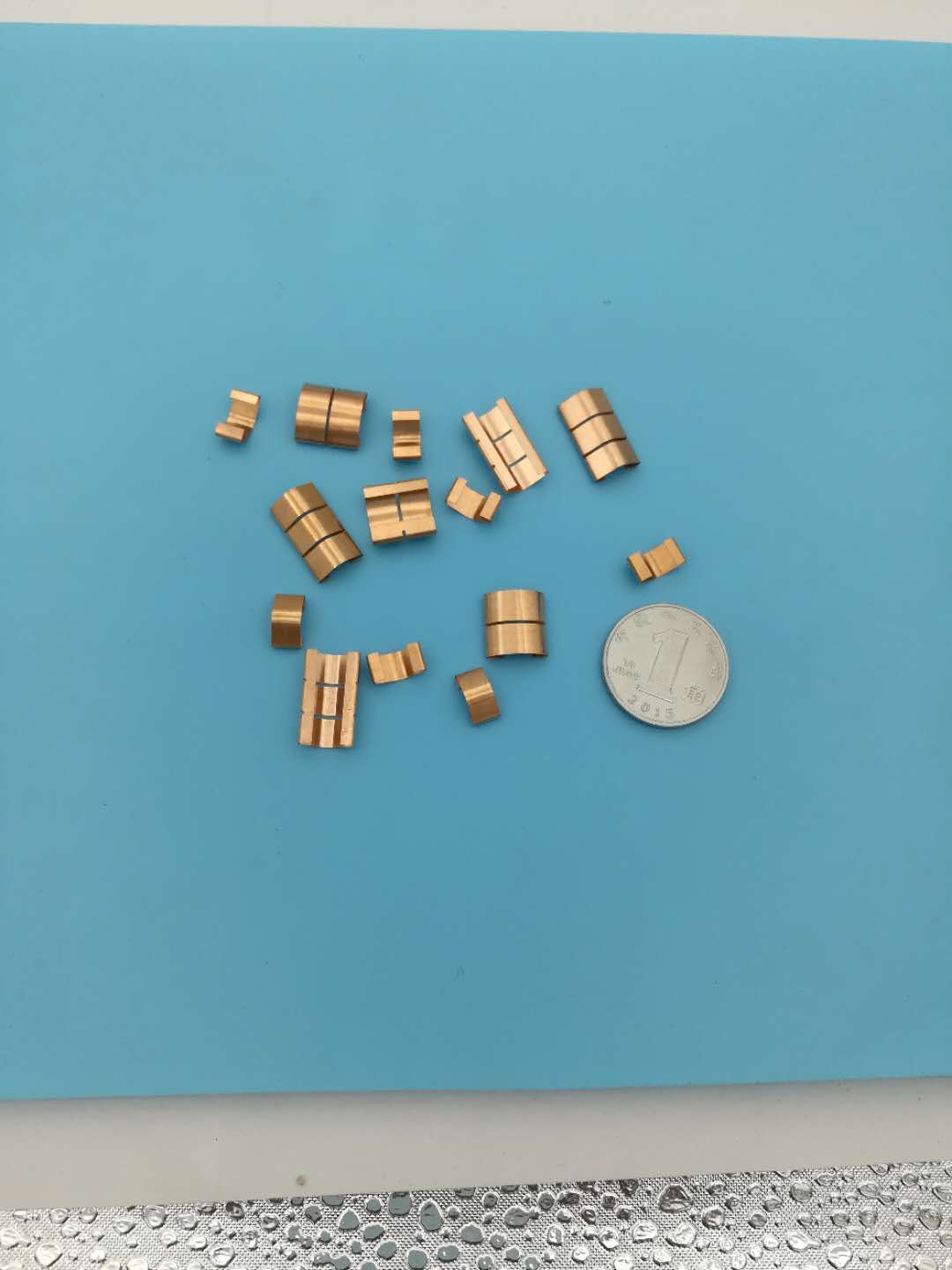
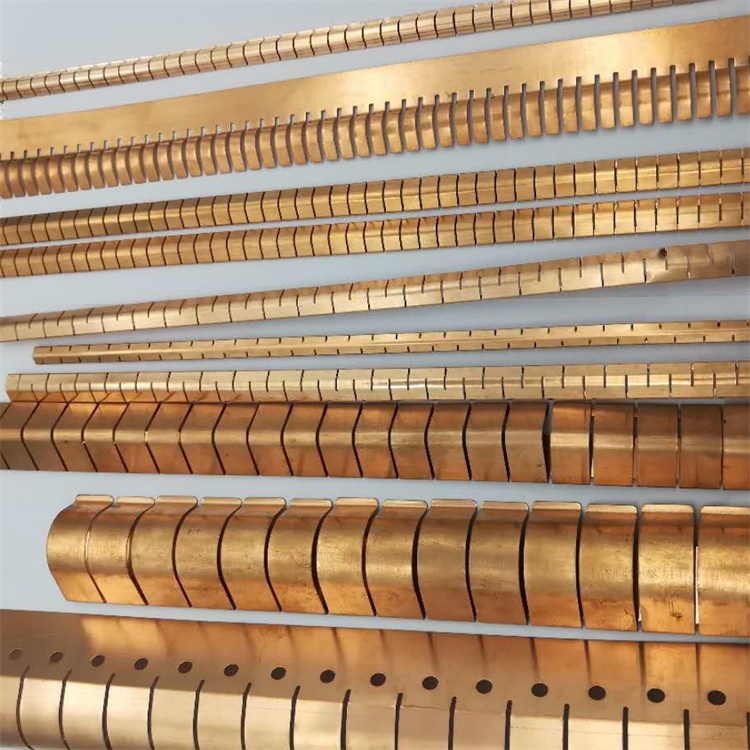
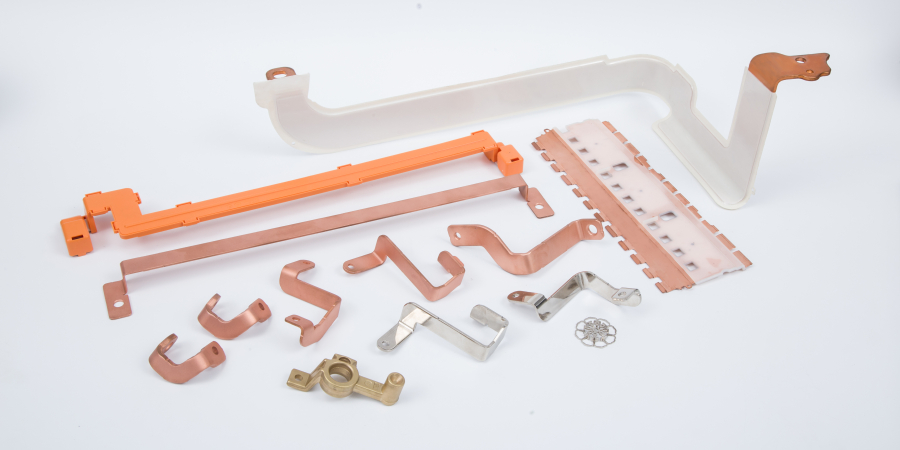
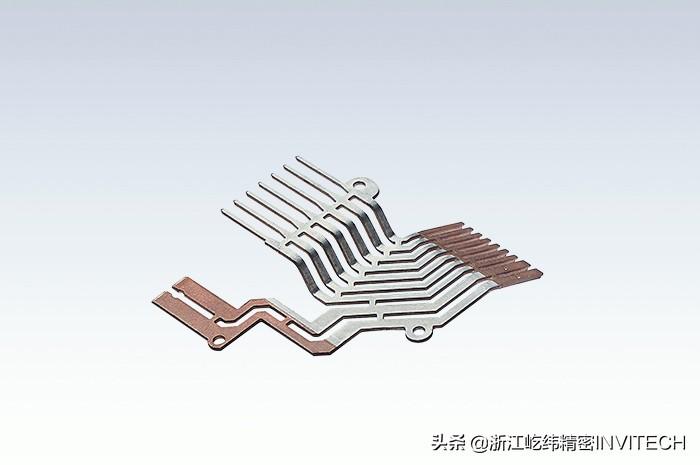
Existujú dva spôsoby, ako vybiť dosku v lisovacej matrici výrobcu lisovacích dielov. Jedným z nich je tuhá vypúšťacia doska, ktorá má veľkú vybíjaciu silu a spoľahlivý výboj a používa sa hlavne na lisovanie pásov s hrúbkou viac ako 0,5 mm. Druhým je elastická vypúšťacia doska, ktorá využíva elastické prvky, ako je guma a pružina, na dodanie vypúšťacej sily. Má nielen lisovací účinok na polotovar pred lisovaním, ale tiež môže materiál po lisovaní vybiť hladko, takže lisovacia časť je relatívne plochá a používa sa hlavne v procese lisovania tenkých materiálov. Aké sú teda preventívne opatrenia pri plánovaní vypúšťacej dosky na lisovanie matríc?
1. Spracovanie pružinových zásuviek by sa nemalo ignorovať na vypúšťacej doske
Kvôli obmedzeniam pružiny a iných častí má elastická výbojová doska malú výbojovú silu a obmedzenú životnosť, takže niekedy nie je výboj veľmi spoľahlivý. Aby sa zlepšila životnosť výbojovej pružiny, výrobca lisovacích dielov by sa mal vyhnúť excentrickej sile pružiny a všeobecne by mal plánovať a spracovávať otvor pružinovej zásuvky na výbojovej doske (alebo pevnej doske). 000-000 2. Veľkosť výbojovej dosky by nemala ignorovať umiestnenie pružiny
Elastická výbojová doska je bežnou metódou výboja v matrici a lisovacie časti, ktoré sa cez ňu vykladajú, sú relatívne ploché, takže sú široko používané. Rozmery výbojovej dosky sú všeobecne rovnaké ako vonkajšie rozmery punčovej pevnej dosky. Kvôli obmedzeniam pružiny a iných častí má elastická výbojová doska malú výbojnú silu, takže pri vykladaní niekedy nie je veľmi spoľahlivá. Na zlepšenie výbojovej sily by sa mala všeobecne používať silná pružina s vysokým koeficientom tuhosti. Je tiež potrebné predtlačiť, aby sa zvýšil efektívny kompresný zdvih. Viacnásobná pružina je vybraná na zabezpečenie dostatočnej výbojnej sily. Preto by veľkosť výbojovej dosky mala brať do úvahy aj umiestnenie pružiny a pružina by mala byť rovnomerne rozložená čo najviac na vyváženie pohybu výbojnej dosky.
3. Vypúšťacia doska dierovacej matrice by nemala byť neriadená
Dierovacia matrica na dierovanie malých otvorov (napríklad viacnásobná dierovacia matrica s tvarom štrbiny listu rotora dierovacieho motora) alebo postupné dierovacie matrice s dierovaním malých otvorov, pretože razník je malý, pevnosť v tlaku je nedostatočná a razník je jednoducho zlomený. Preto je razník často vybavený puzdrom na údržbu úderu a horné a dolné matrice matrice sú vedené vodiacou objímkou vodiacej kolóny. Okrem toho, aby sa zabránilo nevyváženej sile vypúšťacej dosky, ktorá spôsobí zlomenie malého úderu, musí výrobca lisovacích dielov použiť malé vodiace stĺpikové vedenie na vypúšťacej doske alebo nainštalovať vodiace puzdro na vypúšťaciu dosku, ktoré bude viesť pohyb razidla, aby sa zvýšila stabilita štíhlej raznice počas razenia.
Tento článok je od spoločnosti EMAR Mold Co., Ltd. Pre viac informácií týkajúcich sa EMAR kliknite prosím :www.sjt-ic.com!