English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

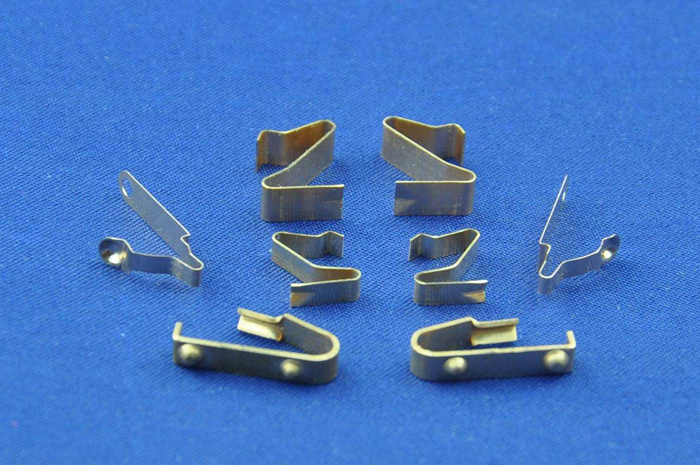
Ohýbacie diely sú najbežnejším typom kovových lisovacích dielov pre výrobcov lisovacích dielov, ale v praxi často ukazujú, že tvar a veľkosť spracovaných výrobkov nespĺňajú špecifikácie výkresu. Prečo tvary a veľkosti lisovaných ohýbacích dielov nespĺňajú špecifikácie v dennej výrobe lisovania?
1. Lisovacie matrice
Ohýbacia lisovacia matrica je nástroj na ohýbanie lisovacích častí. Zvyčajne tvar a veľkosť ohýbacej lisovacej časti závisí od veľkosti pracovnej časti lisovacej matrice. Čím jemnejšia je lisovacia matrica vyrobená, tým jemnejší je tvar a veľkosť ohýbacej časti. Okrem toho lisovacie zariadenie a polohovacie zariadenie použité v konštrukcii lisovacej matrice ovplyvňujú aj tvar a veľkosť ohýbacej časti.
2. Materiál, rôzne materiály používané výrobcami lisovacích dielov tiež ovplyvnia tvar a veľkosť ohnutých častí. Je to hlavne z dvoch dôvodov: na jednej strane mechanické vlastnosti materiálu a nerovnomerné rozloženie kompozície, rovnaký list ohýbacích lisovacích častí, v dôsledku tlaku a odrazových hodnôt sú rôzne, čo vedie k chybám v tvare a mierke; na druhej strane nerovnomerná hrúbka materiálu spôsobí, že ohýbacie lisovacie diely sa budú líšiť v mierke a tvare. 
3. Proces ohýbania
Keď sa zvýši počet krokov na ohýbanie vyrazených častí, zvýši sa aj kumulatívna chyba spôsobená chybami každého kroku. Okrem toho bude mať veľký vplyv na mierku aj odlišné usporiadanie pred a po procese. Napríklad pre ohnuté časti s otvormi je tvar a orientácia otvorov oveľa vyššia pri dierovaní pred ohýbaním ako pri prvom dierovaní a následnom ohýbaní.
4. Prevádzka procesu, inštalácia, nastavenie lisovacích nástrojov a odbornosť vo výrobných operáciách budú mať určitý vplyv. Napríklad presnosť podávania a spoľahlivosť umiestnenia oceľových dosiek ovplyvní tvar a mierku ohnutých častí.
5. Dierovanie
Pri ohýbaní rôzne typy úderov, rôzne veľkosti tonáže a rôzne pracovné rýchlosti zmenia veľkosť ohýbacích častí. Okrem toho bude mať určitý vplyv aj veľkosť samotného úderu.
6. Samotná ohýbacia časť
Tvar ohnutej časti je asymetrický alebo jeho vonkajšie rozmery sú veľké, čo spôsobí veľké chyby počas procesu ohýbania.
Výrobcovia lisovacích dielov môžu v skutočnom prevádzkovom procese venovať pozornosť vyššie uvedeným dôvodom, ktoré môžu do značnej miery zabrániť chybám pri ohýbaní dielov.
Tento článok je od spoločnosti EMAR Mold Co., Ltd. Pre viac informácií týkajúcich sa EMAR kliknite prosím :www.sjt-ic.com!