

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

Lisovanie plechov je proces lisovania a tvarovania plechových materiálov prostredníctvom foriem na výrobu častí alebo výrobkov, ktoré spĺňajú špecifické požiadavky. Tento proces zahŕňa použitie veľkých lisovacích strojov s presnými formami na vyvíjanie tlaku na plech, aby sa deformoval do požadovaného komplexného trojrozmerného tvaru. Kľúčové technické požiadavky na lisovanie plechov možno zhrnúť takto:
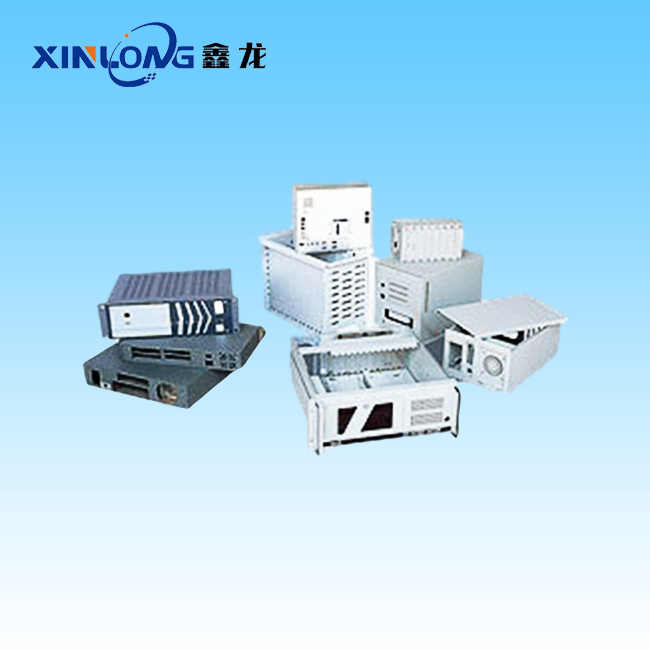
Po prvé, dôležitosť výberu materiálu: Časti lisovania plechov sú široko používané v automobiloch, ťažkých priemyselných strojoch, elektronike a iných oblastiach a vo väčšine prípadov znášajú veľké zaťaženie, takže výber materiálov je veľmi dôležitý. Úvahy: musia byť založené na mechanických vlastnostiach požiadaviek na lisovanie plechov, požiadaviek výrobného procesu, požiadaviek na ochranu životného prostredia a ďalších komplexných úvah. Bežné materiály: bežné materiály sú doska valcovaná za studena, doska valcovaná za tepla, nehrdzavejúca oceľ, hliníková doska atď. Po druhé, konštrukcia poukazuje na to, aby sa zabránilo ostrým rohom a konzolovým bezpečnostným faktorom: vonkajšie ostré rohy plechu, ľahko spôsobujú operátorom alebo používateľom poškriabanie prstov; príliš dlhá konzola môže tiež spôsobiť plytvanie plechovými materiálmi. Faktory: Ostré rohy plechu zodpovedajú ostrým rohom Zároveň je veľmi ľahké prasknúť počas tepelného spracovania. Počas dierovania sa ostré rohy ľahko zrútia a opotrebujú príliš rýchlo, čo vedie k zníženiu životnosti matrice. Veľkosť a rozstup dierovania Zodpovedajúca veľkosť úderu na lisovacej matrici je malá, sila je nízka a životnosť matrice je krátka. Konštrukcia ohybu Výška, polomer a smer ohybu: Keď je výška ohybu príliš nízka, ohyb sa ľahko krúti a deformuje; Aby sa zabezpečila pevnosť v ohybe, polomer ohybu plechu by mal byť väčší ako minimálny polomer ohybu materiálu; Pri ohýbaní sa snažte byť kolmý na smer vlákna materiálu. Vyvarujte sa interferencie ohýbania a zložitého ohýbania. Po tretie, charakteristiky procesu Dierovanie: vrátane vysekávania, dierovania a iných procesov na zabezpečenie presnej extrakcie materiálov. Tvárnenie: nielen ohýbanie, ale aj rôzne formovacie metódy, ako sú konvexné trupy a otočné otvory. Je potrebné zvoliť vhodný proces formovania podľa skutočných potrieb výrobku. Štyri, zariadenie presné lisovacie stroje: parametre, ako je tlak, frekvencia dierovania a presnosť spracovania musia spĺňať požiadavky, aby sa zabezpečilo, že spracované diely majú stabilné ukazovatele výkonu. Forma: Návrh a výroba formy musí byť v poriadku, aby sa zabezpečila presnosť a kvalita lisovaných dielov. Päť, post-spracovanie odhrotenie: Pre otrepy generované procesmi, ako je numerické riadenie dierovanie, post-spracovanie odhryzovacie ošetrenie je potrebné na zabezpečenie kvality vzhľadu výrobku. Povrchová úprava: Podľa požiadaviek na výrobok môže byť potrebná povrchová úprava, ako je postrek, galvantovanie. Šesť, kontrola kvality Počas celého výrobného procesu je potrebné vykonať prísnu kontrolu kvality, aby sa zabezpečilo, že rôzne ukazovatele výrobku vyhovujú požiadavkám.






