

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Postopek Uvod: Kovinsko žigosanje je metoda obdelave kovin, ki temelji na plastičnih deformacijah kovin, ki uporablja kalupe in opremo za žigosanje pritiska na pločevino, kar povzroča plastično deformacijo ali ločevanje pločevine, s čimer pridobimo dele (žigosani deli) z določeno obliko, velikostjo in zmogljivostjo. Tehnologija oblikovanja žigosanja igra pomembno vlogo v proizvodnem procesu avtomobilskih karoserij.
Kovinsko žigosanje se lahko uporablja za obdelavo plitvih konkavnih kovinskih oblik, zahteve za obdelavo kalupov pa so relativno visoke, ta postopek pa je primeren samo za obsežno proizvodnjo. Ta proces ima visoko natančnost pri obdelavi in ni bistvene spremembe v debelini materiala. Ko se razmerje med globino in premerom zmanjša, je proces obdelave zelo podoben globokemu vlečenju in noben od teh procesov obdelave bistveno zmanjša debelino materiala.
Masovna proizvodnja delov zahteva celovito uporabo več procesov oblikovanja in rezanja na podlagi progresivnih orodij. Vrsta kalupov je bistvenega pomena pri hitri obdelavi. Med procesom obdelave delov je včasih potrebno izvesti drugo operacijo na predhodno oblikovanih delih. Nekateri deli lahko zahtevajo 5 ali več operacij, kar odraža količino procesov. Ta postopek lahko obdeluje kovinske pločevine v valjaste, stožčaste in poloblične oblike. Pogosta kombinacija žigosanja in stiskanja v procesu daje celotnemu dizajnu široko paleto izbir, kot so pri obdelavi robov prirobnic, asimetričnih koles in oblik s perforacijami, prepoznavne značilnosti tega procesa so vidne.
Tehnični opis 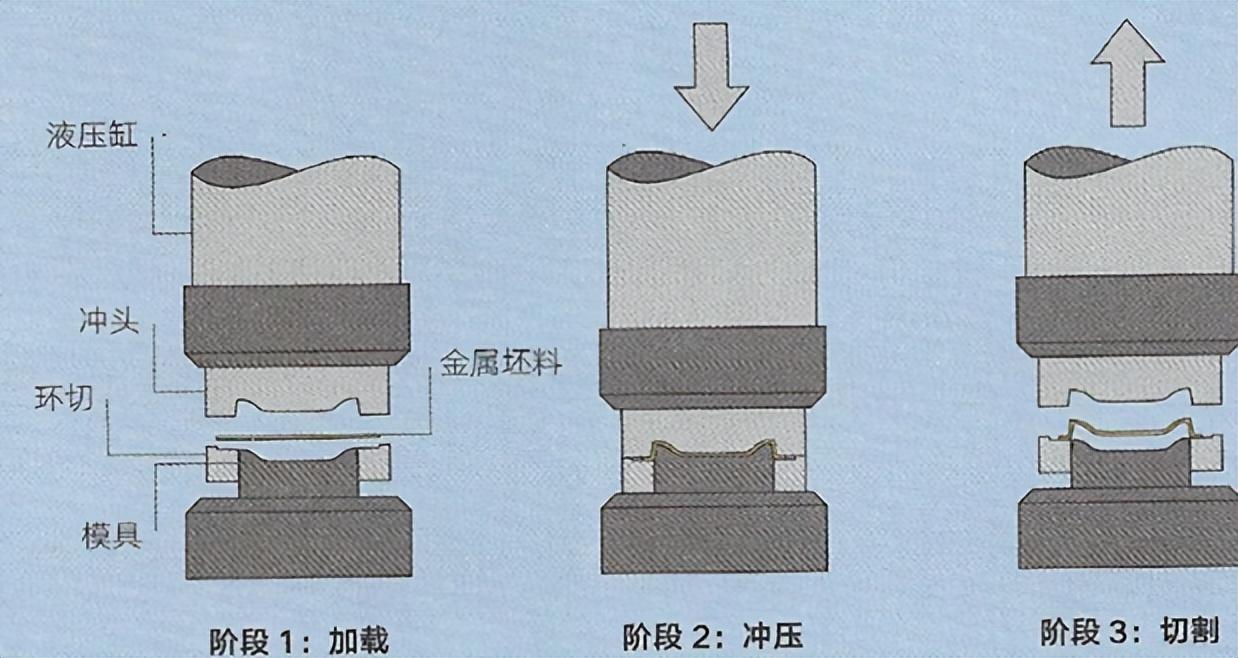
Kovinsko žigosanje je poseben proces, ki se izvaja na prebivalnem stroju, ki prenaša moč na prebivalnik preko hidravličnega valja ali mehanske naprave (kot je odmična stiskalnica). Na splošno so hidravlični valji izbrani, ker imajo enak tlak skozi celoten cikel žigosanja, tisti, ki uporabljajo mehanske naprave, pa imajo tudi mesto v kovinski industriji.
Luknjanje in kalupi so specializirani in običajno opravljajo samo eno operacijo oblikovanja ali luknjanja. Med delovanjem se kovinske ograde običajno naložijo na delovno mizo. Nato pritrdite luknjo in dokončajte proces oblikovanja dela z eno potezo.
Po končanem oblikovanju se stripper premakne navzgor in izvrže del, na kateri točki se del odstrani. Včasih je oblikovanje delov neprekinjen proces, po obdelavi pa mora iti tudi skozi postopek žigosanja. To je splošno znano kot neprekinjena obdelava plesni in proces oblikovanja.
V teh pogojih obdelave se obdelani kovinski deli prenesejo v naslednjo fazo obdelave na delovni mizi. Ta proces je mogoče upravljati ročno ali preko sledi za prenos. Večina sistemov je avtomatiziranih in ohranja visoke hitrosti obdelave. Naslednji korak lahko vključuje tlačno obdelavo, žigosanje, curling ali drugo sekundarno obdelavo.
Tipična uporaba obdelave žigosanja je zelo obsežna. Velika večina obsežnih procesov obdelave kovin v avtomobilski industriji je žigosanje ali iztiskanje, vključno z avtomobilskimi karoserijami, oblogami vrat in oblogami.
Ta postopek se uporablja za obdelavo kovinskih ohišij kamer, mobilnih telefonov, televizijskih ohišij, gospodinjskih aparatov in MP3 predvajalnikov. Ta proces uporabljajo tudi kuhinjska in pisarniška oprema, orodje in noži. Zunanjo obliko in notranjo strukturo delov je mogoče obdelati s tem postopkom.
Majhna serijska proizvodnja delov z uporabo sorodnih postopkov se doseže s predelavo pločevine, predenjem kovin ali upogibanjem. Ti procesi lahko proizvajajo oblike, podobne žigosanju kovin, vendar zahtevajo relativno visoke delovne spretnosti.
Čeprav so postopki žigosanja in globokega risanja podobni, obstajajo še vedno znatne razlike. Če je globina dela večja od 1/2 premera, mora biti del podolgovat, da se zmanjša debelina sten. To zahteva postopno in počasno delovanje, da se prepreči pretirano raztezanje in trganje materiala.
Superplastično oblikovanje lahko uporablja preproste operacije za proizvodnjo večjih in globljih delov. Vendar pa je ta obdelava omejena na aluminij, magnezij in titan, saj zahteva, da ima material superplastičnost.
Kovinski profili, oblikovani s kakovostjo obdelave, združujejo duktilnost in trdnost kovinskih materialov delov, kar povečuje togost in svetlost.
Če zahteve glede površinskega učinka niso posebej stroge, je treba dele po deformaciji le rahlo obdelati z brusi. Peskanje se uporablja za zmanjšanje hrapavosti površine. Deli se lahko nadalje obdelujejo tudi s prašnim brizganjem, barvanjem ali galvaniranjem.
To so metode za hitro in natančno izdelavo plitvih konkavnih oblik z uporabo pločevine. Ta proces lahko uporabljajo krogi, kvadrati in poligoni.
Tanki stenski deli lahko povečajo trdnost delov z dodajanjem rebr, kar lahko zmanjša težo in stroške obdelave. Izbira primernega kalupa lahko obdeluje profile s kompozitnimi krivuljami in kompleksnimi površinami. Podoben proces za dokončanje tega dela je obdelava pločevine, vendar zahteva visoko usposobljene delavce. Mehke kalupe se lahko uporabljajo za obdelavo pločevine in žigosanje kovin. Ena stran tega kalupa je izdelana iz toge gume, ki lahko uporabi zadosten tlak, da tvori kovinsko gredico na luknji.
Načrtovalni premisleki: Žigosanje se izvaja na navpični osi. Zato se konkavni kot oblikuje v drugem žigosanju. Sekundarno žigosanje vključuje deformacijo tlaka, razširitev rezanja in curling.
Prvi postopek žigosanja lahko premer okvarjenega materiala zmanjša le za 30%. Neprekinjeno delovanje lahko zmanjša premer za 20%. To pomeni, da obdelava nekaterih delov zahteva določeno število stalnega žigosanja.
V tehnologiji globokega vlečenja je proces pogosto omejen s procesno zmogljivostjo stroja, velikost strojne postelje pa določa velikost gredice, poteza pa dolžino raztezanja. Cikel obdelave je določen s potezo in kompleksnostjo delov.
Debelina vtisnjenega nerjavečega jekla sega od 0,4 do 2mm, mogoče pa je obdelati do 6 mm debele plošče, vendar bo na to vplivala oblika in oblika.
S tem postopkom se lahko obdelajo številne kovinske pločevine, kot so ogljikovo jeklo, nerjaveče jeklo, aluminij, magnezij, skleda, baker, medenina in cink.
Stroški obdelave so relativno visoki zaradi potrebe po kovinskih kalupih visoke trdnosti med obdelavo. Poltogi gumijasti kalupi imajo nižje stroške, vendar še vedno zahtevajo enostranska kovinska orodja in so primerni samo za proizvodnjo majhnih serij.
Cikel obdelave je zelo kratek in 1 do 100 delov je mogoče obdelati v 1 minuti. Zamenjava in postavljanje kalupov zahteva določeno količino časa.
Stroški dela so relativno nizki zaradi visoke stopnje avtomatizacije. Poliranje in poliranje bosta znatno povečala stroške dela.





