

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Žigosanje, kovanje in predenje so običajno uporabljene tehnike obdelave kovin. Ste razlikovali podobnosti in razlike med njimi?
Skupne točke žigosanja, kovanja in predenja
Načelo je, da stiskalnica uporablja tlak na kovino v kalupu, z visoko učinkovitostjo in hitro hitrostjo obdelave; Vsi zahtevajo kalupe, ki so običajno dragi za obdelavo, vendar so po uspešni obdelavi lahko množično proizvedeni. 
Diagram žigosanja
Tehnične zahteve so visoke, običajno zahtevajo glavno tehnologijo kalupov in zahtevajo znatne naložbe, kovanje pa zahteva še večje naložbe. Stroji, ki se uporabljajo za obdelavo, so večinoma mehanske ali hidravlične stiskalnice, ki so lahko podobne zunanjim, vendar obstajajo veliko razlik v strukturi opreme in praktični aplikaciji. Vse so tehnike predelave in ne proizvajajo lastnih neodvisnih izdelkov. Žigosanje, kovanje in predenje zagotavljajo več ali celo stotine izdelkov za nadaljnje uporabnike v proizvodni verigi. Omejene so zaradi nadaljnjega povpraševanja, so le majhen člen sredine industrijske verige in na splošno nimajo moči cen. Razlike med žigosanjem, kovanjem in predenjem
Žigosanje je v bistvu hladna obdelava, seveda obstaja tudi vroče žigosanje, vendar je relativno redko; Kovanje je v bistvu vroče in zahteva segrevanje predelanega materiala, pa tudi hladno oblikovanje, vendar je po zaključku potrebna toplotna obdelava; Vrtenje na splošno prevladuje hladna obdelava, vendar bo med obdelavo material sam postal vroč. 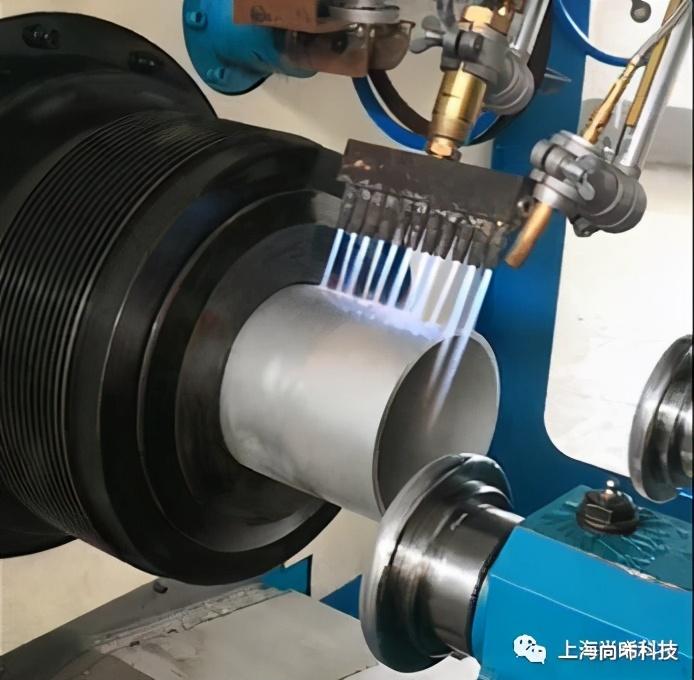 vroče predelave
vroče predelave
Kovanje vključuje volumensko deformacijo, spremembe kovinske konstrukcije in obdelavo tridimenzionalnih nosilnih komponent, kot so ročične gredi in povezovalne palice v motorjih; Žigosanje je deformacija pločevine, ki običajno ne vključuje notranjih kristalnih sprememb, temveč le debeline in natezne deformacije pločevine. Obdelani žigosani deli so podvrženi napetosti in ne ter imajo širok spekter aplikacij; Vrtenje združuje metode deformacije žigosanja in kovanja, ki lahko spremenijo volumen (obliko) materialov in tudi spremenijo njihovo debelino z raztezanjem. Delovni okoljski pogoji v kovalnici so relativno ostri in umazani, spremlja pa ga velik hrup, pa tudi vonj ogrevanja industrijskih peči gorenja, hlajenja grafita, oksidne lestvice in drugih vonjav; Delavnica za žigosanje je relativno boljša, vendar zaradi trkov gor in dol strojev za žigosanje tudi hrup ni majhen; Okolje v predelniški delavnici je relativno dobro, večina predelniških strojev ima zaščitna vrata, ki lahko izolirajo nekaj hrupa in nastane malo ali nič odpadkov., Z vidika delavcev so tradicionalne tovarne monotone in vrtalne, avtomatizacija žigosanja je pogosta, kovanje je relativno težko, predenje pa se večinoma opira na CNC tehnologijo, ki ne zahteva visokih zahtev od delavcev. Ne glede na tehnologijo predelave spada v proizvodno industrijo. Proizvodnja je bistvena in pomembna temeljna industrija, ki je tesno povezana s preživljanjem ljudi. Zato moramo v celoti izkoristiti značilnosti in prednosti vsakega postopka za izdelavo izdelkov z visokim povpraševanjem in povečanje celotne industrijske zmogljivosti države.







