English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Kratek uvod in pregled industrije pločevine:

Z razvojem avtomobilske, komunikacijske, IT in vsakodnevne industrije proizvodnje strojne opreme je obdelava pločevine postala vse bolj priljubljena, razumevanje obdelave pločevine pa je postalo bolj potrebno.
2. delovanje ročnega ali mehanskega izdelave kovinskih pločevin, profilov in cevi v dele z določeno obliko, velikostjo in natančnostjo se imenuje obdelava pločevine; Pogosto se uporablja pri proizvodnji prezračevalnih, klimatskih kanalov in njihovih komponent.
3. Deli pločevine so večinoma izdelani iz kovinskih pločevin in pribora za cevi. Zaradi svoje majhne teže, visoke trdnosti in togosti, je oblika lahko poljubno kompleksna, nizke porabe materiala, ni potrebe po mehanski obdelavi in gladki površini, se pogosto uporabljajo v vsakdanjem življenju in industrijski proizvodnji, kot so sodi, bazeni, prezračevalni kanali, cevovodi za prenos materiala, obdelava avtomobilskih pokrovov itd. Poleg tega se lahko uporabljajo tudi za zunanja popravila avtomobilov.
4. Obdelava kovinskih pločevin se običajno nanaša na metode, kot so striženje, upogibanje, valjanje in obračanje oblikovanja. Na splošno se postopek uporabe kalupov za dokončanje različnih postopkov deformacije imenuje žigosanje pločevine, medtem ko se postopek ročnega ali mehanskega oblikovanja pločevine imenuje obdelava pločevine.
Pločevine:
1. elektrolitske plošče: SECC (N) (plošča, odporna na prstne odtise), SECC (P), DX1, DX2, SECD (raztegljiva plošča). Trdota materiala: HRB50 +-5, natezna plošča: HRB32 ~ 37
Hladno valjane plošče: SPCC, SPCD (raztegljiva plošča), 08F, 20, 25, Q235-A, CRS. Trdota materiala: HRB50 +-5, natezna plošča: HRB32 ~ 37.
3. aluminijasta plošča; AL, AL (1035), AL (6063), AL (5052), itd.
4. plošče iz nerjavečega jekla: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti itd.
5. Drugi običajno uporabljeni materiali vključujejo: čiste bakrene plošče (T1, T2), vroče valjane plošče, vzmetne jeklene plošče, aluminijaste pocinkane plošče, aluminijaste profile itd.
Tehnologija predelave pločevine:
Tehnologijo obdelave pločevine lahko v osnovi razdelimo na: označevanje, rezanje, zlaganje, valjanje (upogibanje), upogibanje, grizenje ali varjenje, izdelava prirobnic in postopke namestitve prirobnic. Ta oddelek predvsem uvaja postopke, kot so označevanje, valjanje, zlaganje, grizenje in upogibanje.
(1) Nariši črto
Večina delov pločevine je izdelanih iz ravnih kovinskih plošč, zato je treba dejanske površinske dimenzije delov pločevine narisati v ravno obliko na kovinski plošči, ki se imenuje raztegljiva risba.
2. Glede na raztegljive lastnosti površine sestavnih delov obstajata dve vrsti: razširljive površine in nerazširljive površine.
Površina komponente je lahko popolnoma ravna na ravni površini brez trganja ali gubanja, ta vrsta površine pa se imenuje uporabljiva površina. Ravnine, valji in stožci spadajo med uporabne površine. Če površine dela ni mogoče naravno sploščati in razširiti na ravno površino, se imenuje nezaznavna površina, kot je površina krogle, krožni obroč in spiralna površina, ki jo je mogoče le približno razviti.
(2) Metoda obdelave pločevine
1. rezanje: rezanje je proces rezanja materialov v želeno obliko glede na razgibanje. Obstaja veliko metod za rezanje materialov, ki jih je mogoče razdeliti na rezanje, luknjanje in lasersko rezanje glede na vrsto in delovno načelo strojnega orodja.
1.1 Rezanje - Uporabite rezalni stroj za rezanje želene oblike. Natančnost lahko doseže 0,2 mm ali več, večinoma se uporablja za rezanje trakov ali rezanje čistih materialov.
1.2 Prebijanje in rezanje - Uporabite CNC prebivalni stroj (NC) ali navaden prebivalni stroj za rezanje. Obe metodi rezanja lahko dosežeta natančnost več kot 0,1 mm, vendar ima prva oznake rezanja in relativno nizko učinkovitost med rezanjem, medtem ko ima druga visoko učinkovitost, vendar visoke enojne stroške, zaradi česar je primerna za veliko proizvodnjo.
1.2.1 CNC prebijalni stroji uporabljajo zgornje in spodnje kalupe za pritrditev materiala med rezanjem, delovna miza pa se premakne za prebijanje in rezanje pločevine, kar ustvarja želeno obliko obdelovanca. Obstajata predvsem dve vrsti CNC prebijalnih strojev: Tailifu in AMADA.
1.2.2 Redna punčna stiskalnica uporablja gibanje zgornjih in spodnjih kalupov, da prebije zahtevano obliko materiala z uporabo padajoče matrice. Običajne prebijalne stroje je treba običajno uskladiti s strižnim strojem, da prebijejo zahtevano obliko, to je, po rezanju trakovega materiala s strižnim strojem, lahko prebijalni stroj prebije zahtevano obliko materiala.
1.3 Lasersko rezanje - z uporabo opreme za lasersko rezanje za neprekinjeno rezanje pločevine za pridobitev želene oblike materiala. Njegova značilnost je visoka natančnost in sposobnost obdelave delov z zelo zapletenimi oblikami, vendar so stroški obdelave relativno visoki.
2. Oblikovanje:
Oblikovanje pločevine je glavna metoda obdelave pločevine. Oblikovanje se lahko razdeli na dve vrsti: ročno oblikovanje in strojno oblikovanje. Ročno oblikovanje se pogosto uporablja kot dodatna obdelava ali končna dela in se redko uporablja. Vendar pa je pri obdelavi nekaterih materialov s kompleksnimi oblikami ali nagnjenimi k deformacijam ročno oblikovanje še vedno nepogrešljivo. Ročno oblikovanje se izvaja z uporabo preprostih pritrditev in jigs. V glavnem se uporabljajo naslednje metode: upogibanje, robovi, obrezovanje, lokiranje, curling in oblikovanje.
Tukaj v glavnem razpravljamo o strojnem oblikovanju: upogibanju oblikovanja, žigosanju oblikovanja.
2.1 Upogibanje oblikovanja - Zgornje in spodnje kalupe pritrdite ločeno na zgornje in spodnje delovne mize zložljive postelje, uporabite servo motorje za prenos in pogon relativnega gibanja delovnih miz ter združite oblike zgornjih in spodnjih kalupov, da dosežete upogibanje pločevine. Natančnost oblikovanja upogibanja lahko doseže 0,1 mm.
2.2 Oblikovanje žigosanja - Uporaba moči, ki jo proizvaja vztrajnik na motorni pogon, za pogon zgornjega kalupa, v kombinaciji z relativno obliko zgornjih in spodnjih kalupov, je pločevina deformirana, da se doseže obdelava in oblikovanje delov. Natančnost oblikovanja žigosanja lahko doseže več kot 0,1 mm. Stroji za prebijanje se lahko razdelijo na navadne prebijalne stroje in hitre prebijalne stroje.
3. Priključitev kovinskih pločevin
Prezračevalne kanale in komponente iz kovinskih pločevin je mogoče priključiti z metodami, kot so priključitev ugriznih spojev, priključitev zakovic, varjenje itd. Ta oddelek predvsem uvaja ugrizne povezave.
Zložite in ugriznite robove dveh kosov pločevine (ali obeh strani kosa materiala) skupaj in jih tesno pritisnite drug proti drugemu. Priključitev pločevine je postopek povezovanja različnih delov skupaj na določen način za pridobitev želenega izdelka. Pločevinske povezave lahko razdelimo na varjenje, kovičenje, navojne povezave itd.
(1) Bit povezava
1. Vrste ugrizov
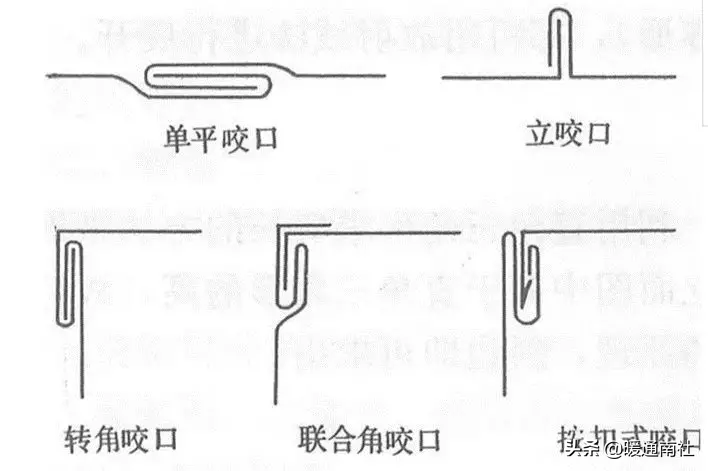
Kotni ugriz in zaponka
2. Uporaba ugrizov
Različne vrste ugrizov se uporabljajo predvsem na naslednjih področjih:
(1) En ravni ugriz se uporablja za spajanje šivov plošč, vzdolžnih zapiralnih šivov kanalov ali komponent.
(2) En ugriz se uporablja za krožne ovinke, nazaj in naprej ovinke in vodoravne šive zračnih kanalov.
(3) Kotno grizenje, kotno grizenje in pritrditev na grizenje se uporabljajo za vzdolžne zapiralne spoje in pravokotne komolce pravokotnih kanalov ali komponent, kot tudi kotne spoje čajev.
(2) Širina ugriza in dovoljenje
Širina ugriza je odvisna od debeline pribora za cevi, kot je prikazano v preglednici 8-1.
Velikost dovoljenja ugriza je povezana s širino ugriza, prekrivajočimi se plastmi in uporabljenimi stroji.
2. Za en ravni ugriz, en navpični ugriz in vogalni ugriz je količina, ki je ostala na eni plošči, enaka širini ugriza, medtem ko je količina, ki je ostala na drugi plošči, dvakrat večja širina ugriza, zato je zadržanje ugriza enaka trikratni širini ugriza.
3.Za ugriz sklepnega kota pustite količino, enako širini ugriza na eni plošči in trikratno širino ugriza na drugi plošči, kar povzroči skupno zadržanje štirikrat širine ugriza.
4. Dodatek ugrizov je treba pustiti na obeh straneh deske, če je potrebno.
Ugrizi se lahko opravijo ročno ali mehansko.
1. Ročno grizenje
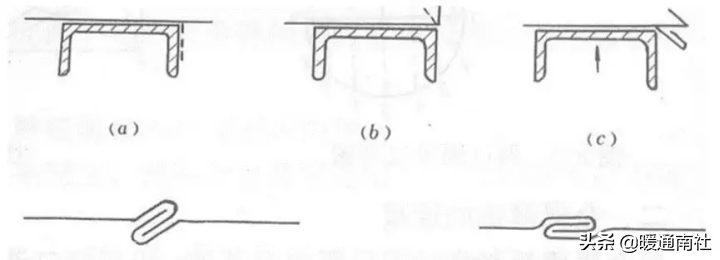
Postopek ročnega grizenja je naslednji:
(1) Obdelava enega ravnega ugriza (kot je prikazano na spodnji sliki) vključuje namestitev plošče z vnaprej izvlečenimi upogibnimi črtami šiva na kanalno jeklo, pri čemer se upogibne črte šiva poravnajo z robovi kanalnega jekla
(1) Stroji za ugriz vključujejo linearne ugrizne stroje in stroje za ugrize komolcev, ki lahko dokončajo oblikovanje ugrizov kvadratnih, pravokotnih, krožnih cevi, komolcev, čajev in cevi s spremenljivim premerom. Oblika ugriza je natančna, površina je ravna, velikost je konsistentna in produktivnost je visoka. Pogosto se uporabljajo pri obdelavi klimatskih naprav in prezračevalnih kanalov.
(2) Postopek oblikovanja ugriza mehanskega ugriza je prenos pločevine skozi več parov vrtljivih valjev z različnimi oblikami utorov, postopoma spreminjanje ukrivljenosti roba pločevine iz majhnega do velikega in postopoma oblikovanje.
(3) Pri izdelavi krožnih zračnih kanalov iz pločevine je treba pločevino valjati in upogniti. Pri izdelavi pravokotnih kanalov je treba zložiti kvadrat pločevine.
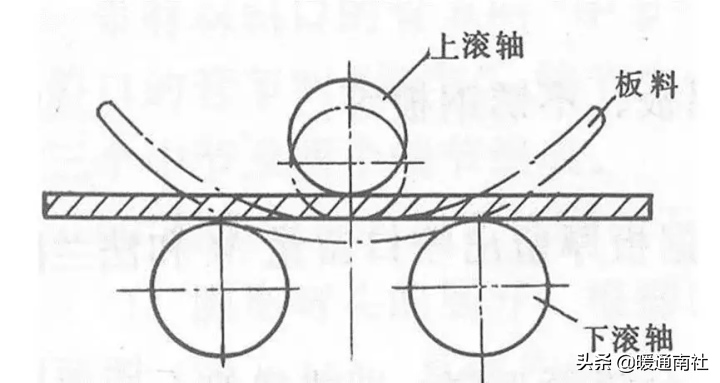
Metoda upogibanja pločevine skozi vrtljiv valj se imenuje valjanje, znano tudi kot zaokroževanje.
1. Osnovno načelo: Osnovno načelo valjanja in upogibanja je prikazano na sliki. Pločevina je nameščena na spodnji valj, razdalja med zgornjimi in spodnjimi valji pa se lahko nastavi. Ko je razdalja manjša od debeline pločevine, se pločevina upogne, kar se imenuje kompresijsko upogibanje. Če je pločevina neprekinjeno valjana, tvori gladko ukrivljenost v območju, v katerega je valjana (vendar sta oba konca pločevine še vedno ravna zaradi nezmožnosti valjanja in ju je treba odstraniti pri oblikovanju dela). Bistvo valjanja je torej neprekinjeno upogibanje.
3.1 Varjenje lahko razdelimo na: varjenje CO2, varjenje Ar, upornostno varjenje itd.
3.1.1 Načelo obdelave varjenja CO2: Uporabite zaščitni plin (CO2) za mehansko izolacijo zraka in staljenih kovin, kar preprečuje oksidacijo in dušitev staljenih kovin. Uporablja se predvsem za varjenje železnih materialov. Značilnosti: trdna povezava in dobra tesnilna učinkovitost. Varilna oprema CO2 je večinoma razdeljena na robotske varilne stroje CO2 in ročne varilne stroje CO2.
3.1.2 Ar obločno varjenje se uporablja predvsem za varjenje aluminijevih in nerjavečih materialov, njegovo načelo obdelave ter prednosti in slabosti so enake kot CO2, oprema pa je razdeljena tudi na robotsko varjenje in ročno varjenje.
3.1.3 Načelo delovanja upornostnega varjenja: Z uporabo upornostne toplote, ki jo ustvari tok, ki poteka skozi varilni kos, se varilni kos stopi in segreje, da se povežejo varilni kosi Oprema vključuje predvsem serijo Songxing, serijo Qilong itd.
3.2 Rivetanje se lahko razdeli na: priključek za kovičenje tlaka in priključek za kovice itd. Skupna oprema za kovičenje vključuje kovične stroje, kovične pištole in POP kovične pištole.
3.2.1 Stiskalni priključek je postopek stiskanja vijakov in matic v obdelovanec, tako da jih je mogoče priključiti na druge dele skozi navoje.
3.2.2 Zakovična povezava je uporaba zakovic za povlecitev in zakovičenje dveh komponent skupaj.
Površinska obdelava:
Dekorativne in zaščitne učinke površinske obdelave na površinah izdelkov prepoznajo številne industrije. V industriji pločevine metode površinske obdelave, ki se običajno uporabljajo, vključujejo galvanizacijo, brizganje in druge metode površinske obdelave.
1. galvaniranje je razdeljeno na: galvaniranje (barvno cink, beli cink, modri cink, črni cink), nikljanje, kromiranje itd;
Glavna funkcija je oblikovati zaščitno plast na površini materiala, ki igra zaščitno in dekorativno vlogo;
2. Spray barvanje je razdeljeno na dve vrsti: spray barvanje in pršenje s praškom. Po predhodni obdelavi materiala se premaz prši na površino obdelovanca s spray pištolo in plinom, ki tvori premaz na površini obdelovanca. Po sušenju igra zaščitno vlogo;
Ročno izdelana upogibna cev
Pri neupogibni opremi ali enodelni proizvodnji majhnih serij je število ovinkov majhno, zaradi česar je izdelava upogibnih kalupov negospodarsko, v tem primeru pa se uporablja ročno upogibanje. Glavni procesi ročnega upogibanja vključujejo polnjenje peska, označevanje, ogrevanje in upogibanje.
(1) Pri ročnem upogibanju cevi s peskom se za preprečevanje deformacije odseka jeklenih cevi uporabljajo naslednje glavne metode: polnjenje cevi s polnili (kot so kremenov pesek, smola in zlitine z nizkim tališčem). Za jeklene cevi z večjim premerom se na splošno uporablja pesek. Pred polnjenjem peska priključite en konec jeklene cevi s koničastim lesenim zamaškom. Na lesenem zamašku je odprtina za izhod zraka, ki omogoča, da se zrak znotraj cevi prosto sprosti ob segrevanju in razširitvi. Po polnjenju peska priključite tudi drugi konec cevi z lesenim zamaškom. Pesek, naložen v jekleno cev, mora biti čist, suh in tesen.
Za jeklene cevi z večjimi premeri se lahko uporabljajo jeklene plošče, ko je uporaba lesenih čepic neprijetna.
(2) Narišite črto za določitev dolžine ogrevanja jeklene cevi
(3) Ogrevanje se lahko opravi z ogljem, koksom, premogovim plinom ali težkim oljem kot gorivo. Ogrevanje mora biti počasno in enakomerno, temperatura ogrevanja za navadno ogljikovo jeklo pa je običajno okoli 1050 ℃. Hladno upogibanje se uporablja za cevi iz nerjavečega jekla in legiranega jekla.
(4) Ukrivljeno in ogrevano jekleno cev je mogoče upogniti na ročni upogibni napravi.
Cev za upogib jedra
Jedro upognjena cev je vrsta cevi, ki je upognjena nazaj vzdolž kalupa z uporabo jedrne gredi na stroju za upogibanje cevi. Funkcija jedrske gredi je preprečiti deformacijo prečnega prereza, ko je cev upognjena. Oblike jedrnih gredi vključujejo okroglo glavo, koničasto glavo, obliko žlice, enosmerni spoj, univerzalni spoj in fleksibilno gred.
Kakovost upognjene cevi je odvisna od oblike, velikosti in položaja jedrske gredi, ki se razteza v cev.
Cev brez jedra
Upogibna cev brez jekla je metoda nadzora deformacije jeklenega odseka cevi z uporabo metode obratne deformacije na stroju za upogibanje, ki povzroča določeno količino obratne deformacije, ki se nanaša na jekleno cev pred vstopom v območje deformacije upogibanja, tako da zunanja stran jeklene cevi štrli navzven, da izrazi ali zmanjša deformacijo jeklenega odseka cevi med upogibanjem, s čimer se zagotovi kakovost upogibane cevi.
Pogosto se uporabljajo upognjene cevi brez jedra. Kadar je polmer upogibanja jeklene cevi večji od 1,5-kratnega premera cevi, se običajno uporabljajo upogibi brez jedra. Jedrske upognjene cevi se uporabljajo samo za jeklene cevi z večjimi premeri in tanjšimi debelinami sten.
Poleg tega obstajajo metode upogibanja cevi, kot so upogibanje zgornjega tlaka, srednje frekvenčno upogibanje, upogibanje plamena in ekstruzijsko upogibanje.
Jeklena cev
Obstajata dve vrsti jeklenih cevi: brezšivne jeklene cevi in varjene jeklene cevi.
(1) Brezšivne jeklene cevi
Brezšivne jeklene cevi so razdeljene na vroče valjane cevi, hladno vlečene cevi, ekstrudirane cevi itd. Glede na obliko prečnega prereza obstajata dve vrsti: krožne in nepravilne, neredne jeklene cevi vključujejo kvadratne, ovalne, trikotne, zvezdne oblike itd. Glede na različne namene obstajajo debele stene in tanke stene cevi, tanke stene pa se pogosto uporabljajo za dele pločevine.
(2) Varjena jeklena cev
Varjena jeklena cev, znana tudi kot varjena jeklena cev, je izdelana z varjenjem jeklenih trakov in je na voljo v dveh vrstah: pocinkana in nepocinkana, prva pa se imenuje bela železna cev, druga pa črna železna cev.
Specifikacije jeklenih cevi so izražene v metričnem sistemu kot zunanji premer in debelina sten, v imperialnem sistemu pa kot notranji premer (palci).
Metoda označevanja velikosti za jeklene cevi je: zunanji premer, debelina sten in dolžina, kot je cev D60106000
Način priključitve delov pločevine:
Deli pločevine so sestavljeni iz številnih komponent, ki jih je treba povezati na določen način, da tvorijo celoten izdelek. Pogosto uporabljene metode povezovanja vključujejo varjenje, kovičenje, navojno povezavo in ekspanzijski spoj. Povezava med jeklenimi cevmi sprejema tudi zgoraj navedene metode. Glede varjenja, kovičenja in navojnih povezav
Razširitveni spoj je metoda povezave, ki uporablja deformacijo jeklenih cevi in cevnih plošč za doseganje tesnjenja in pritrditve. Uporablja lahko mehanske, eksplozivne in hidravlične metode za razširitev premera jeklene cevi, kar povzroča plastično deformacijo jeklene cevi in elastično deformacijo stene luknje cevne plošče. Z uporabo odboja stene luknje cevne plošče za uporabo radialnega tlaka na jekleno cev ima spoj med jekleno cevjo in cevno ploščo zadostno raztezno trdnost (vlečna sila), kar zagotavlja, da jeklena cev ne bo potegnila iz cevne luknje, ko spoj deluje (pod silo). Hkrati mora imeti tudi dobro tesnilno trdnost (odpornost na tlak), da se zagotovi, da medij v opremi ne pušča iz spoja pod delovnim tlakom.