

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

obdelava pločevine s hladno obdelavo je proces rezanja, oblikovanja, povezovanja in drugih procesov okoli surovin, kot so pločevine, profili in cevi, ki ima lastne predelovalne značilnosti in značilnosti, s čimer tvori svojo edinstveno vsebino obdelave, proizvodni proces in operativne standarde.
Specifična delovna vsebina obdelave pločevine je povezana s strukturo in kompleksnostjo komponent pločevine, na splošno pa njena delovna vsebina in koraki vključujejo predvsem naslednje.
Razumevanje risb delov pločevine je predpogoj za obdelavo pločevine, saj lahko le z razumevanjem risb delov nadaljnje analiziramo in pojasnimo strukturo delov, razumemo obliko, sestavo, dimenzije in ustrezne tehnične zahteve komponent ter nadaljujemo z nadaljnjo obdelavo. Risbe delov pločevine niso le osnova za obdelavo, temveč tudi osnova za pregled izdelkov in so pomembni tehnični dokumenti v proizvodnji.
Razkrivanje in postavitev je prvi proces obdelave pločevine in v bistvu je tudi ena od delovnih vsebin formulacije specifikacij procesa (procesni dokumenti, ki določajo proizvodni proces in metode delovanja komponent pločevine).
Priprava postopkovnih specifikacij spada v proizvodno tehnologijo priprave komponent pločevine, ki jo običajno dokonča inženirsko in tehnično osebje. Vendar pa se lahko v različnih industrijah in podjetjih različnih obsegov priprava specifikacij postopkov rahlo razlikuje glede na kompleksnost sestavnih delov, ali pa obstajajo situacije, ko so tehniki za hladno pločevino ali višji delavci za hladno pločevino odgovorni za njihovo dokončanje. Običajno morajo navadni delavci pločevine hladno obdelati samo opraviti naloge označevanja (označevanja) zloženega diagrama postavitve obdelanih komponent, izdelave vzorčnih palic, predlog itd. na podlagi ustreznih tehničnih dokumentov, kot so zloženi diagrami postavitve.
Panorama
3. proizvodnja in obdelava: Na podlagi ustreznih dokumentov o tehnologiji obdelave pločevine se uporabljajo različna oprema in orodja za obdelavo pločevine, za izdelavo izdelkov, ki izpolnjujejo zahteve risb delov pločevine pa se sprejmejo različne metode obdelave (vključno s toplotno obdelavo, površinsko obdelavo itd.).
Običajno proizvodni proces obdelave pločevine vključuje predvsem postopke priprave materiala, postavitve, predelave, montaže, povezave, popravka in pregleda. Priprava materiala se v glavnem nanaša na pripravo surovin in praznih komponent, vključno z izračunom kakovosti jekla ter izravnavanjem in ravnanjem. Ko je velikost gredice večja od zahtevanih specifikacij surovine, je potrebno tudi spajanje, priprava materiala pa vključuje označevanje, rezanje in povezovanje. Postavitev je narisati shemo postavitve, ki temelji na mehanski risbi izdelka, da se določi dejanska oblika in velikost delov ali izdelkov, da se izdela vzorec in uporabi vzorec za risanje predelovalnih črt, različnih pozicijskih črt itd. (tj. označevanje) na surovinah (ali prazninah). Rezanje je postopek ločevanja delov ali slepov od surovin z uporabo metod, kot so striženje, luknjanje ali rezanje plina, ki temelji na obliki črte, narisani med označevanjem. Glede na različne zahteve delov je treba nekatere prazne plošče še vedno žigosati in druge metode skozi kalupe, preden jih je mogoče obdelati in oblikovati. Med oblikovanjem ga lahko razdelimo na upogibno oblikovanje in stiskanje glede na različne lastnosti in nadalje razdelimo na hladno obdelavo in vroče stiskanje glede na različne temperature med oblikovanjem.
Sestavljanje in povezovanje jeklenih konstrukcij vključuje sestavljanje različnih jeklenih konstrukcijskih komponent v dele ali izdelke in jih povezovanje kot celoto z varjenjem, kovicami, vijaki in drugimi metodami. Celoten postopek sestavljanja jeklenih konstrukcij je treba opraviti natančne in stroge preglede kakovosti, da se prepreči kakršen koli vpliv na kakovost izdelka, ki ga povzročajo nekvalificirani materiali, napačne specifikacije postopka ali deli ali sestavni deli, ki ne izpolnjujejo zahtev glede tolerance, ki vstopajo v sestav.
Ko se med pregledom ugotovi deformacija v delih, sestavnih delih in izdelkih, se običajno izvede določena korektivna dela, kar je tudi pomembna značilnost tehnologije proizvodnje jeklenih konstrukcij.
Nazadnje, da bi izboljšali protikorozijske, obrabo odporne, dekorativne in druge funkcije površine komponent, morajo komponente, ki so zaključile proizvodnjo in obdelavo, pogosto opraviti nadaljnjo obdelavo premazov (predvsem galvaniranje, barvanje itd.). Da bi zagotovili kakovost vsake stopnje predelave in končnega izdelka komponent, je treba uvesti tudi stroge sisteme pregledov (vključno s samopregledom s strani predelovalca samega in specializiranim pregledom s strani namenskih inšpektorjev).
Procesni tok obdelave pločevine se nanaša na celoten proces postopnega spreminjanja oblike, velikosti, lastnosti materiala ali montaže in varjenja delov v določenem vrstnem redu med proizvodnim procesom, dokler ni izdelan del pločevine, ki izpolnjuje zahteve glede oblike in velikosti. Za bolj kompleksni konstrukcijski del je treba njegovo proizvodnjo in obdelavo običajno opraviti številne postopke, kot so priprava materiala, razgibanje in postavitev, rezanje praznin, oblikovanje in montaža, ki jih je treba dokončati.
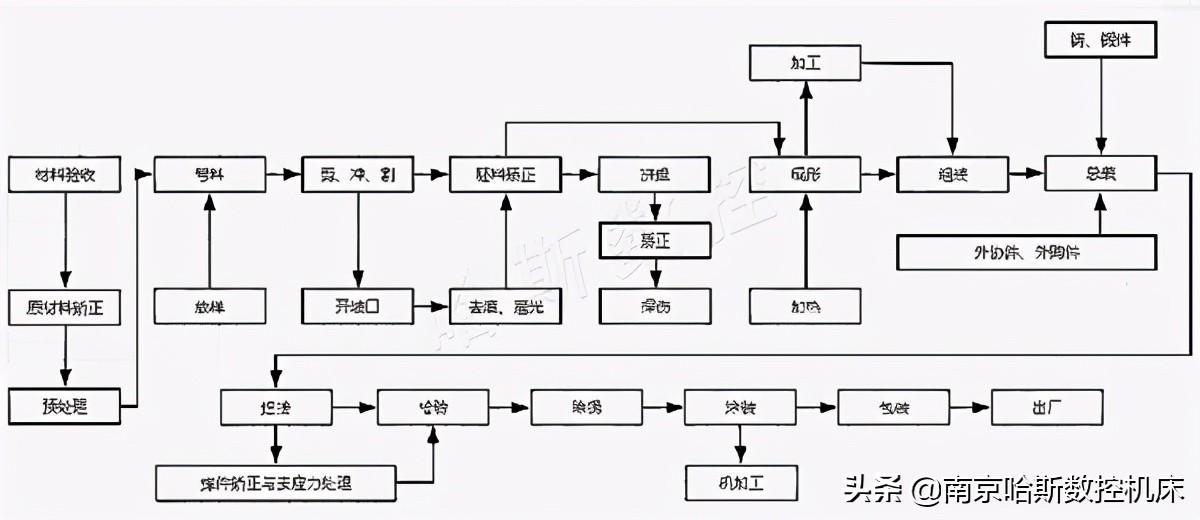 Diagram procesa
Diagram procesa
Procesni tok je pomemben tehnični dokument, ki vodi celoten tok obdelave komponent, organizira in upravlja proizvodnjo in predelavo. Za obdelavo delov, ki se ne zaključi v eni delavnici ali celo eni tovarni, je pomembna osnova tudi za pretok procesov, delitev dela in sodelovanje ter medsebojno povezovanje in sodelovanje med različnimi delavnicami.
Ker je procesni tok celotna pot, določena za vsako komponento komponente, od surovin do dokončanja celotne komponente, je znana tudi kot procesna pot.
Specifikacija procesa za obdelavo pločevine določa pretok obdelave delov, medtem ko specifična vsebina obdelave vodi in nadzoruje specifikacija procesa.
Specifikacija procesa je tehnični dokument, ki vodi proizvodni proces delov, ki ga izberejo procesni tehniki na podlagi zahtev risb izdelka, značilnosti obdelovanca, proizvodne serije ter obstoječe opreme in proizvodne zmogljivosti podjetja. Po skrbni celoviti analizi in primerjavi več možnih procesnih shem je optimalna shema tehnično izvedljiva in ekonomsko razumna. V tehničnem dokumentu so navedeni slepi del, njegova metoda obdelave in posebne dimenzije obdelave; narava, količina, zaporedje in zahteve glede kakovosti vsakega postopka; modele opreme in specifikacije, ki se uporabljajo v vsakem postopku; oblika orodij za obdelavo (kot so pomožna orodja, rezalna orodja, kalupi itd.), ki se uporabljajo v vsakem postopku; Zahteve glede kakovosti in inšpekcijske metode za vsak postopek. Na splošno je za velike in kompleksne konstrukcijske komponente pločevine pogosto potrebno sodelovanje profesionalnih delavcev, kot so varilci in upravljavci žerjavov. Za komponente pločevine, ki se neposredno obdelujejo s tehnikami obdelave tlaka (kot so stiskalnice, hidravlične stiskalnice itd.), se pogosto imenuje žigosanje; Za tehnologijo obdelave, ki uporablja varjenje za sestavljanje komponent, se pogosto imenuje varilna tehnologija, medtem ko se za postopek montaže, ki zahteva mehansko obdelavo in varjenje, kovičenje in druge tehnologije obdelave, neposredno imenuje tehnologija montaže ali kovična tehnologija.
Treba je opozoriti, da specifikacije procesa niso določene in jih je treba v proizvodni praksi stalno izboljšati in izpopolnjevati, saj se njihova racionalnost razlikuje glede na različna podjetja, proizvodne pogoje in celo tehnično raven različnih izvajalcev. Vendar pa je splošno načelo, da bi morala priprava procesnih postopkov zagotoviti postopno tehnologijo, izvedljivost procesa in racionalnost gospodarstva ob ohranjanju dobrih delovnih pogojev.
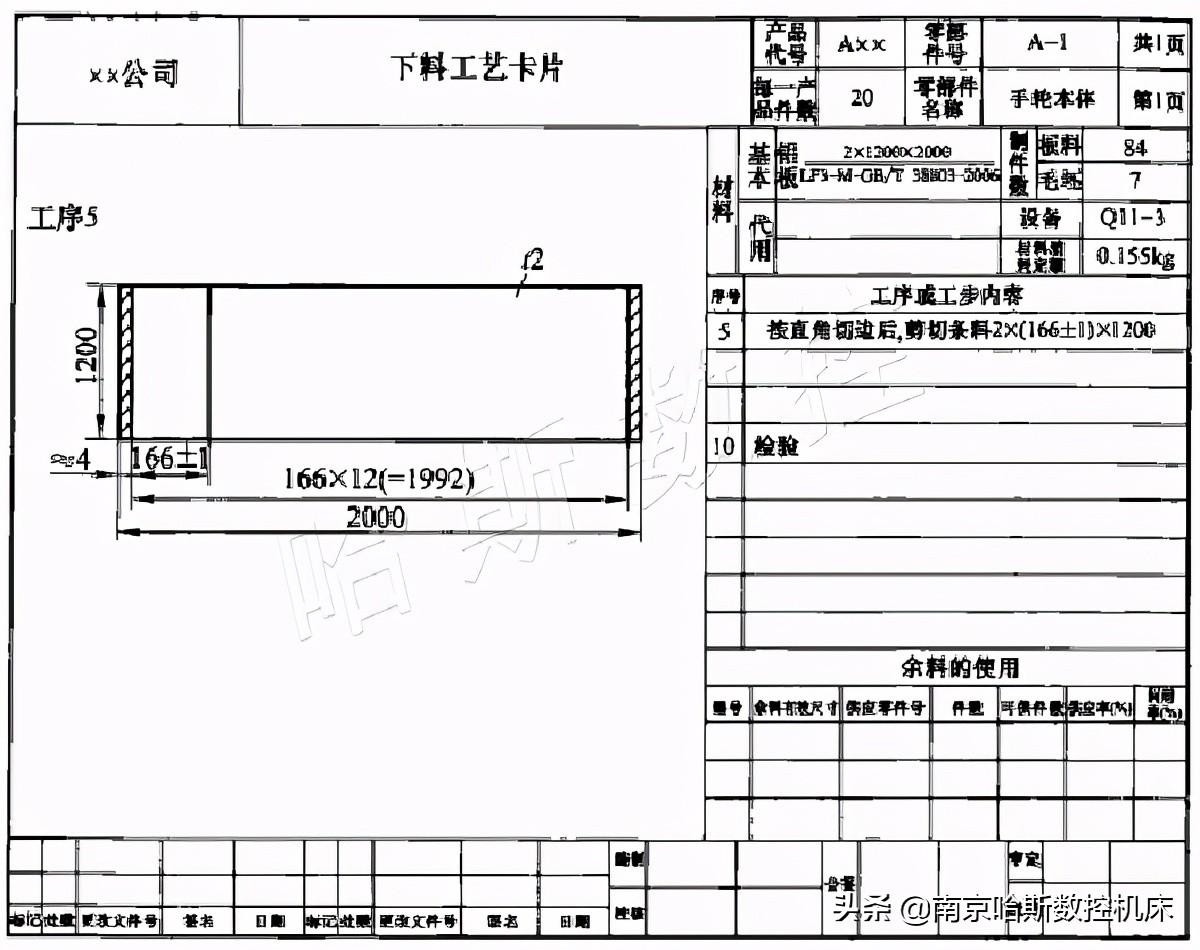
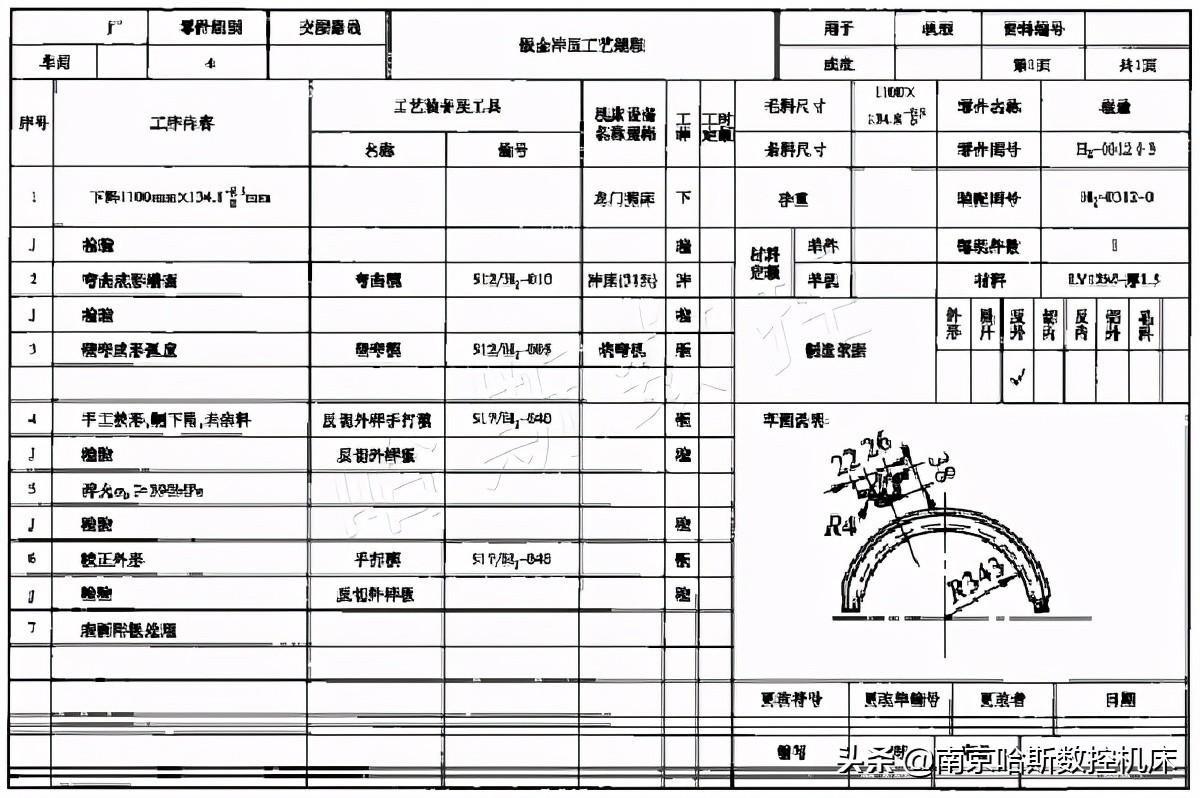
Kot je prikazano na diagramu procesa, je del ohišje ročnega kolesa izdelka določenega podjetja, izdelanega iz 2mm debeline LF3-M (5A03).Proizvodna serija je velika in zahteva se, da po oblikovanju dela ni očitnega redčenja debeline materiala ali razpok po pregledu. Kartica procesa rezanja in rezanja na sliki je proces rezanja in rezanja. Ker se deli večinoma dokončajo z uporabo stiskalnega stroja z ustreznimi kalupi, se nadaljnja obdelava imenuje obdelava žigosanja. Kartica procesa žigosanja in diagram procesa na sliki sta tehnologija obdelave žigosanja dela.
Razlog za uvedbo upravljanja kod za kalupe in merilna orodja (merilniki, vzorci) v procesni kartici je olajšanje proizvodnih in tehničnih potreb upravljanja kalupov in merilnih orodij. Podobno za potrebe proizvodnje in tehničnega vodenja nekatera podjetja običajno uredijo rezanje žigosanih delov in drugih materialov kot neodvisno delavnico, njihovi priročniki za obdelavo žigosanja pa se skupaj imenujejo tudi rezalne kartice. Nekatera podjetja lahko na podlagi lastnih značilnosti vključijo rezanje žigosanih delov v delavnico žigosanja, v tem primeru pa se lahko rezalna kartica in žigosanska kartica združita tudi v eno.
 kartica procesa rezanja
kartica procesa rezanja
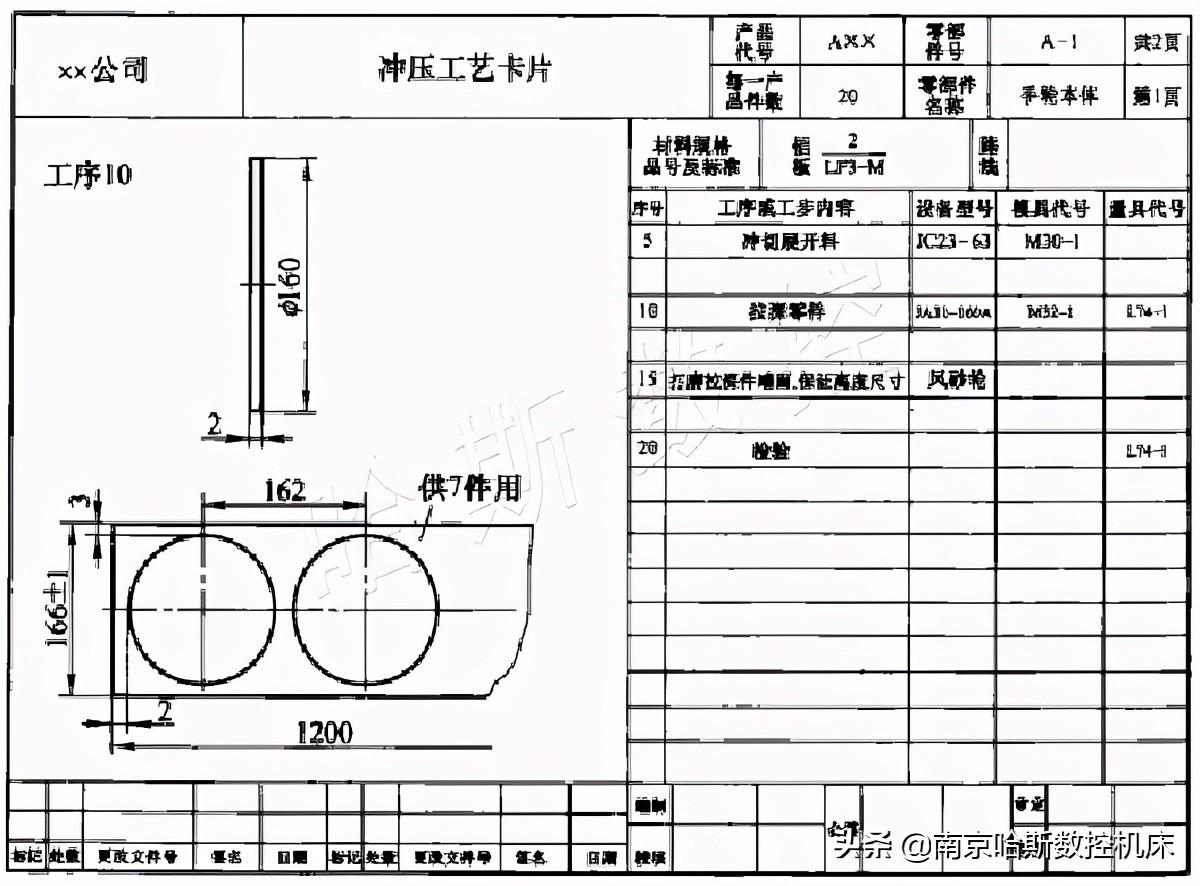 kartica postopka žigosanja
kartica postopka žigosanja
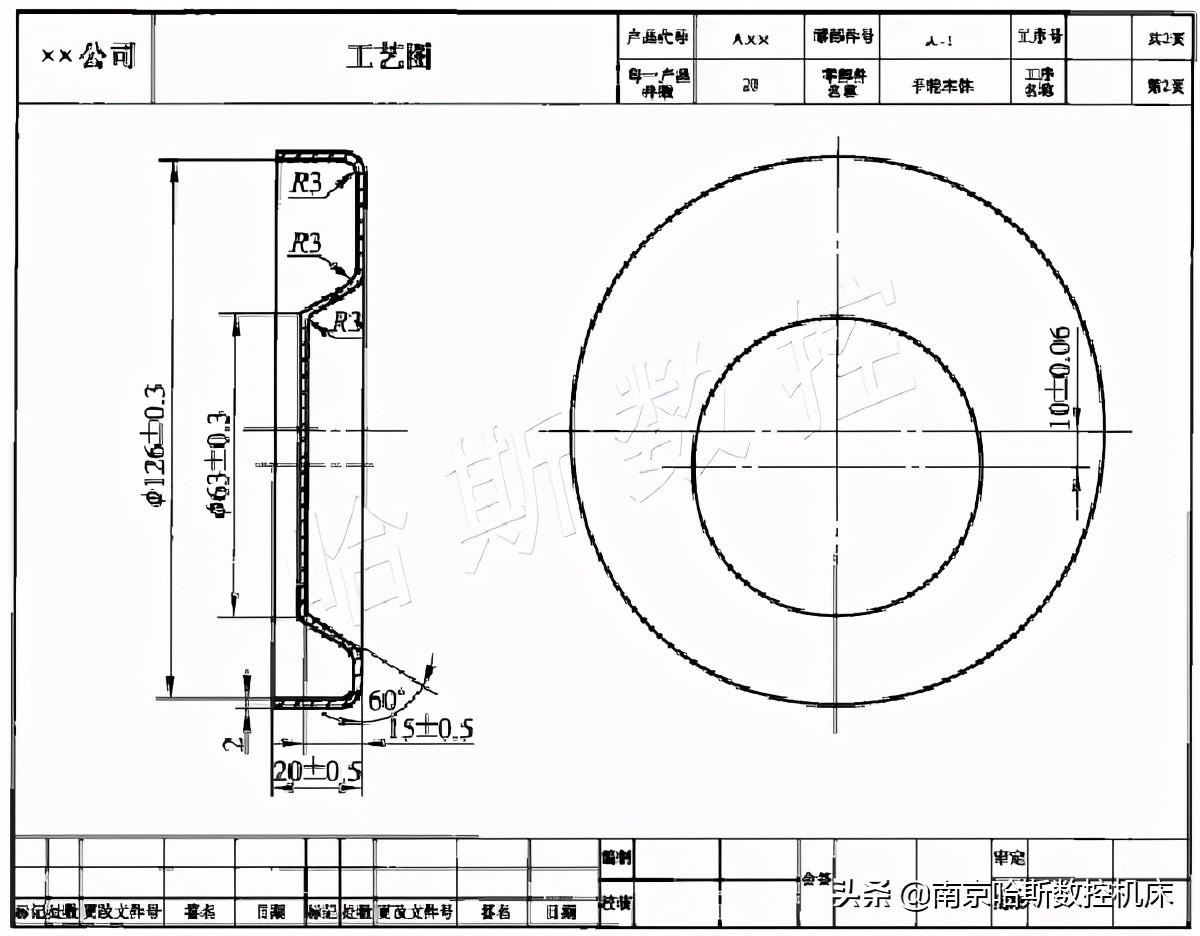 Diagram procesa
Diagram procesa
 Specifikacija postopka žigosanja pločevine
Specifikacija postopka žigosanja pločevine
Na splošno, ko gre za tehnologijo obdelave vseh delov pločevine, je pogosto ne dokonča ena samo delavnica za rezanje in žigosanje, številni deli pa so lahko tudi med mehansko obdelavo, toplotno obdelavo, površinsko obdelavo itd. Navodila za delovanje med delavnicami in oddelki nadzorujejo njihove ustrezne procesne specifikacije. Vendar se v različnih industrijah zaradi razlik v proizvodnih izdelkih in predelovalnih navadah, zlasti pri obdelavi pločevine z nizkimi strokovnimi tehničnimi zahtevami in nizko zahtevnostjo, pogosto sestavi celovito procesno specifikacijo za vodenje proizvodnje. Specifikacija postopka žigosanja pločevine je specifikacija postopka žigosanja za rob okvirja (izdelan iz materiala 1,5 mm LF12M) na izdelku določenega podjetja.







