

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Pozdravljeni vsi, v naši strojni industriji je bil vedno problem glavobol, ki je stopnja napak pri delovanju. Mislim, da ima vsak prijatelj v strojni industriji globoko razumevanje tega vprašanja.
Danes sem porabil nekaj časa za organizacijo standardnega procesa CNC delovanja, če sledimo temu procesu, mislim, da lahko zmanjšamo veliko nepotrebnih napak.
Voditelji ali prijatelji, ki so novi v industriji, ga lahko zberejo, natisnejo in obesijo na strojno orodje.

1. Priprava
Pripravite potrebno orodje, opremo itd. Prva stvar, ki jo je treba storiti vsak dan v službi, je preveriti, ali so različni parametri obdelovalnega orodja normalni, na primer, ali pri zagonu obstaja kakršen koli nenormalen hrup, ali lahko različne komponente obdelovalnega orodja normalno delujejo, ali so mazalno olje, olje vretena itd. normalne in brez motnosti, ter pripraviti kontrolni seznam za obdelovalno orodje. Če obstaja predaja obdelava, je najbolje, da jo predate v pisni obliki in ne ustno, da preprečite medsebojno prenašanje denarja.
2. Vklop
Pred zagonom je treba stroj vrniti v prvotni položaj, če stroj dolgo ne deluje, program ogrevanja zaženite 5 do 10 minut po zagonu. Hitrost in hitrost podajanja se postopoma povečujeta z 20% na 80%, dokler stroj ne zaključi predogrevanja.
3. Programski list
Pred obdelavo je treba skrbno prebrati programski list in risbe, potrditi, da je številka obdelave enaka in velikost enaka ter postaviti smer obdelovanca glede na programski list.
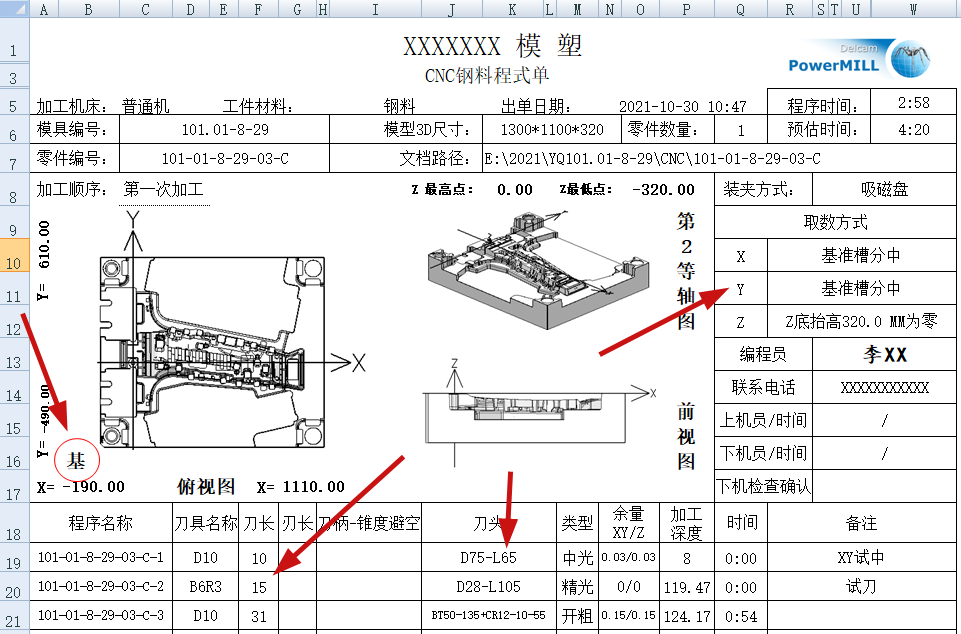 List programa za obdelavo
List programa za obdelavo
4. Pred vkrcanjem v stroj
Pred postavitvijo obdelovanca na stroj je treba delovno mizo temeljito očistiti, če so na obdelovancu brusi, jo je treba očistiti z datoteko in obrisati s prahom, madeži olja, vode itd.
5. Tiskanje miz
Pri izdelavi mize je pomembno upoštevati, da je treba, če je gladek material, preveriti vzporednost, pravokotnost in ravnovesje materiala, pred kalibriranjem mize pa je treba potrditi kotno ravnilo obdelovanca.
6. Rezultat v sredini
Med delitvijo je treba jasno videti referenčni kot na programskem listu, po zaključku delitve pa ga je treba ponovno preveriti in po potrebi vodja ekipe ali sodelavci pregledati med seboj.
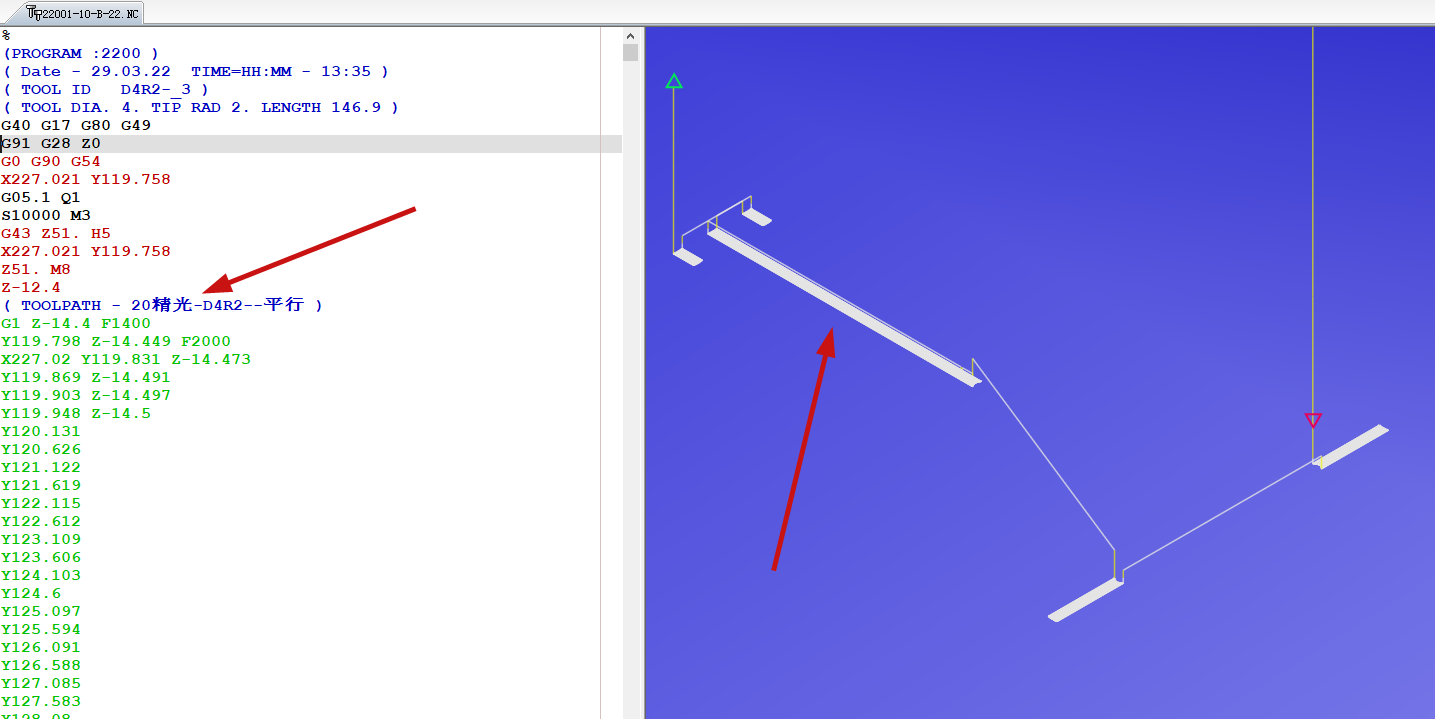
7. Simulacija
Pred začetkom posameznega programa je treba preveriti simulacijo poti orodja, da se prepriča, da med obdelavo ni težav s programom. Na začetku obdelave je treba hitrost podajanja nastaviti kot osnovo ali teči v enem odseku. Ko orodje normalno vstopi, je treba hitrost povečati in prvi rez narediti, da se potrdi, ali sta globina in položaj rezanja pravilna. Če obstajajo težave, je treba obdelavo takoj ustaviti.
8. Postopek predelave
Med postopkom obdelave je treba natančno spremljati obrabo delcev orodja ali rezalnih orodij, pravočasno brusiti orodje in zamenjati delce orodja, da se prepreči zlom orodja ali poškodbe držala orodja. Ko obdelava poteka normalno, se pripravite na naslednji program ali obdelovanec in razumno uredite čas obdelave.
9. Zaključek samopregleda
① Ko je obdelovanec obdelan, je prvi korak samopregled in šele po opravljenem pregledu ga je mogoče odstraniti iz stroja. Nato obdelovanec postavite na obdelano območje.
② Če so ugotovljene napake obdelave, o tem nemudoma obvestite odgovorno osebo na kraju samem.
10. Specifikacija 6S
Upravljavci morajo orodja in obdelovance postaviti na ustrezne položaje skozi celoten delovni proces in ohraniti območje čisto in urejeno ter resnično doseči "organizacijo, popravljanje, čiščenje, čistočo, pismenost in varnost".
11. Predaja
Pred zapustitvijo dela je treba delo predati naslednjemu operaterju na podlagi programskega lista, pojasniti, kje ni bilo opravljeno, kaj potrebuje pozornost in kaj je nujno, ter voditi evidenco.
Če imate kakšne boljše procese ali ukrepe za preprečevanje napak, pustite sporočilo, da se skupaj pogovorimo in dosežemo napredek.






