English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

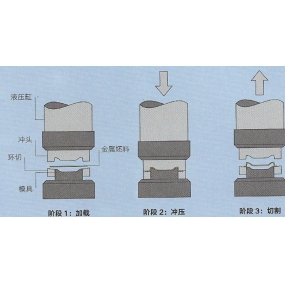
Kako se proizvajajo mikro luknjane komponente strojne opreme? EMAR Hardware izdeluje metodo proizvodnje mikro luknjanih strojnih komponent. Ne bom šel v podrobnosti o tem, kako vrtati luknje v relativno tanke mikro preluknjane dele strojne opreme, saj je relativno preprosto doseči trdoto preluknjanja, višjo od trdote materiala. Kako narediti mikro luknjane strojne komponente z globino por, ki je več kot trikrat večja od velikosti por? Ker zakon fizike navaja, da če globina luknje presega trikratno zaslonko, je zelo enostavno zlomiti udarec. Mnogi inženirji želijo samo izdelati prazne plošče in nato CNC vrtalne luknje, kar je mogoče, vendar počasi! In ni enostavno najti, mogoče bodo luknje preluknjane iz sredine! Manjša kot je luknja, lažje je za nož zlomiti. Če naletite na izdelke z več sto tisoči mikro luknjanimi komponentami strojne opreme vsak mesec, jih je skoraj nemogoče množično proizvajati. Ali obstaja hitra in učinkovita metoda obdelave za proizvodnjo mikro luknjanih komponent strojne opreme? Odgovor je da! Načelo delovanja metode proizvodnje neprekinjenega tlačnega hladnega ekstrudiranja, ki jo je izumila EMAR Hardware, je, da v začetni fazi prebije prazen izdelek z grobim udarcem in ga nato skrči do določenega premera por s stalnim tlačnim hladnim ekstrudiranjem. Hitrost proizvodnje mikro luknjanih strojnih delov na ta način lahko doseže več kot 160 kosov na minuto, toleranco izdelka pa je mogoče nadzorovati v 0,02 mm, z učinkovitostjo, ki je več kot 50-krat večja od strojne obdelave CNC. Metoda proizvodnje mikro luknjanih komponent strojne opreme ni preprost proces, vendar zahteva dolgoročne raziskave in razvoj ter tehnične naložbe. Za proizvodnjo visokokakovostnih izdelkov, kot so žarjenje, mazanje, punčna površinska obdelava za različne materiale itd. Skoraj vsaka podrobnost je inženirska disciplina, za iskanje najboljše rešitve pa so potrebne stalne naložbe v raziskave in razvoj!