English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

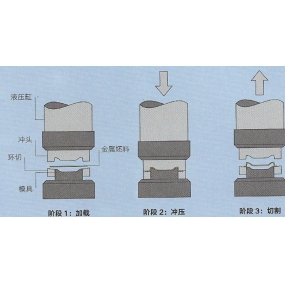
Prebijanje in prirobnica kovinskih žigosanih delov sta običajno pripravljena za naslednji korak navojnega ali drugih postopkov. V splošnem procesu prirobniških in stružnih lukenj se pogosto pojavlja vrsta težav, kot so razpoke, brusi in deformacije.Kako naj jih tovarne žigosanja obravnavajo pri obdelavi žigosanja?
1. kovinski deli za žigosanje imajo razpokane luknje.
Ta pojav se pojavlja predsem na prečnem prerezu, s koncentriranimi točkami sile, Prerostimi brusi in nanj vpliva tudi material plošče. Zato se priporoča uporaba materialov z dobro funkcijo raztezanja in tanko debelino ter čim bolj povečanje zaslonke med načrtovanjem, kar lahko pomaga ublažiti pojav obračanja lukenj in razpok. Pri načrtovanju konveksnega kalupa izberite sferično ukrivljenost, dodajte območje dotika, preklopite smer pred luknjo in flip luknje, pretvorite možen položaj rebrcev in zmanjšajte razpoke.
2. Skrajšajte odprtino luknje kovinskih žigosanih delov.
Nepravilne odprtine luknje lahko otežijo kovičenje. Z analizo razlogov boste ugotovili, da je vrzel med konkavnimi in konveksnimi kalupi vir problema, zaradi Česar se material odbije. Standardna praksa je, da vrzel plesni prilagodite na nekoliko manj kot debelina materiala, da se zagotovi navpi čna točka gledanja med žigosanjem.  3. Nezadostna višina obračanja kovinskih žigosanih delov.
3. Nezadostna višina obračanja kovinskih žigosanih delov.
Nezadostna višina luknje lahko zlahka privede do pojava rezanja vogalov, skrajšanja globine zakovi Čenja vijakov in vpliva na funkcijo povezovanja. Zato bodo natančne tovarne za obdelavo kovinskega žigosanja, ki sodelujejo dolgo časa, takoj zaznale težavo, pravočasno povečale višino luknje za obračanje ali tanjšale debelino stene luknje za povečanje višine luknje.
4. Polmer obračanja kovinskih žigosanih delov se ne ujema.
Če je polmer korenin luknje prevelik, bo vplival na kombinacijo naprave in vijaka, kar povzroči rahljanje sestavljenega izdelka, preskus zanesljivosti pa ne bo prestal. Če analiziramo razloge, so glavni razlogi zaobljeni koti vstopa konkavnega kalupa in debelina materiala, ve čji kot je debelina, večji je polmer in večji kot so zaobljeni koti konkavnega kalupa, Večji je polmer. Tako lahko odločitev, da izpostavite in zmanjšate zaobljene vogale uvoženega materiala, reši problem, morda ko je material debelejši, lahko zaposlite na Črtovanje in oblikovanje ramen za spremembo polmera.
5. Struktura kovinskega žigosanja se ne ujema.
Zaradi neuporavnave strukture kalupa in poškodb materiala je material enostavno zlomiti in skočiti na utor, kar povzroča pojav odpadkov prebijanja in rezanja. Negativni učinek je, da bo povzročil neenakost na površini izdelka, kar bo povzročilo okvarjene izdelke, zaradi česar bo poprodajna obdelava otežena in porabljala delovno silo in vire.
Ta članek je podjetje EMAR Mold Co., Ltd. Za več informacij, povezanih z EMAR, kliknite: www.sjt-ic.com,