English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. je jedan od vodećih profesionalnih proizvođača preciznih metalnih dijelova u Kini, uspostavljenih 2006. godine, uglavnom poduzima poslove kao što su dijelovi CNC mašine, dijelovi štampanja metala i obrade metala.
Metalno štampanje je metod obrađivanja metal a koji se izgradi na osnovu plastične deformacije metala. Koristi moldove i štampačke opreme za primjenu pritiska na metal plaća, uzrokujući plastičnu deformaciju ili razdvajanje metala plaća, tako da dobije dijelove (štampane dijelove) sa određenim oblikom, veličinom i funkcijom. Stampiranje formiranih tehnologija igra važnu ulogu u procesu proizvodnje automobilnih tijela.
Metalno štampanje se može iskoristiti za procesiranje plitkih metalnih oblika konobava, a zahtevi za obradivanje moldova su relativno visoki, a ovaj proces je odgovarajući samo za veliku proizvodnju. Ovaj proces ima visoke preciznosti u procesu i ne postoji značajna promjena materijalne debljine. Kada se odnos između dubine i dijamanta smanjuje, proces mašine je veoma sličan dubokom crtanju, a nijedan od ovih procesa mašine ne značajno smanjuje debljinu materijala.
Proizvodnja masa delova zahteva kompletnu upotrebu višestrukog formiranja i smanjenja procesa na osnovu progresivnih alata. Niz moldova je ključna u brzinom procesu. Tokom procesa mašinskih delova, ponekad je potrebno obaviti drugu operaciju na ranije formiranim delovima. Neki dijelovi mogu zahtevati 5 ili više operacija, što odražava količinu procesa. Ovaj proces može procesirati metalne listove u cilindričke, konične i polovinske oblike. Često kombinacija štampanja i pritiskanja u procesu daje cijelom dizajnu širok opseg izbora, poput kada je strojevanje rubova flange, asimetričkih kotača i oblika perforacije, različite karakteristike ovog procesa značajne su.
Tehnički opis 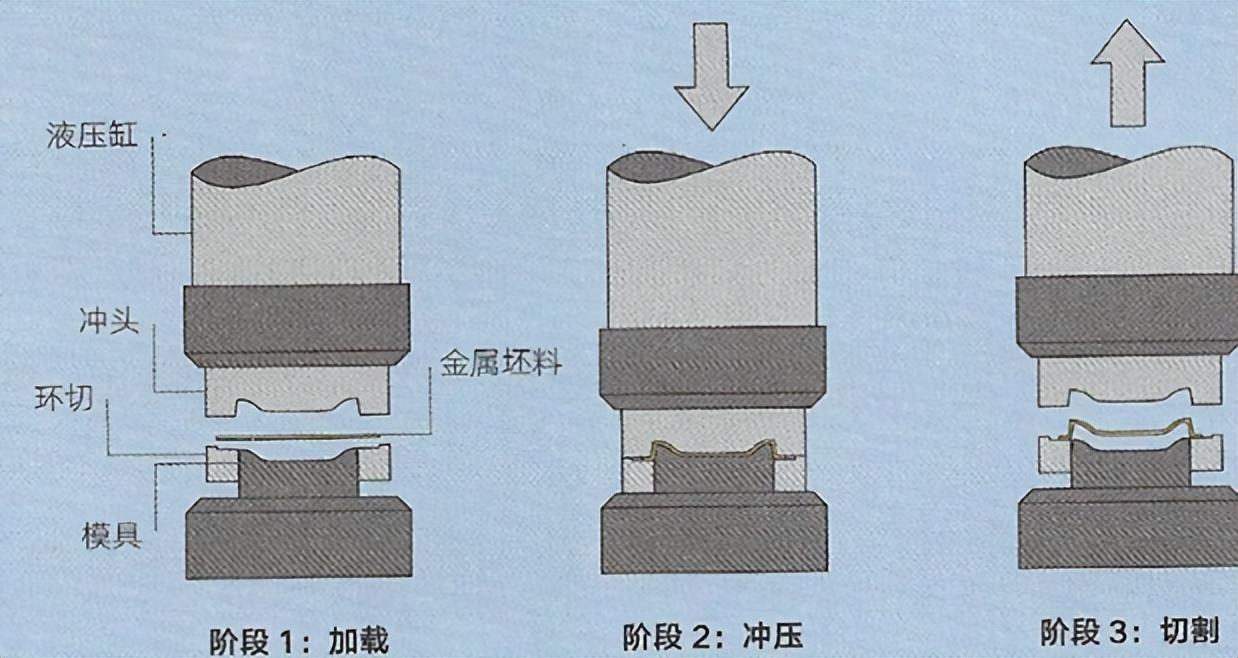
Metalno štampanje je određen proces koji se provede na mašini za udaranje, koji prebacuje energiju na udarac kroz hidraulični cilindr ili mehanički uređaj (kao što je pritisak kamere). Uglavnom, hidraulični cilindri su izabrani jer imaju uniformni pritisak tokom cijelog ciklusa štampanja, a oni koji koriste mehaničke uređaje takođe imaju mesto u industriji obrade metala.
Punkovi i moldovi su specijalizovani i obično obavljaju samo jednu operaciju formiranja ili udaranja. U operaciji, metalni biljeti su obično napunjeni na radnoj klupi. Onda udari udarac i završi proces formiranja dela u jednom udaru.
Nakon završetka, striptizet se kreće gore i izbaci deo, u kojem trenutku se dio uklanja. Ponekad je deo formiranja stalan proces, a nakon obrade, takođe mora proći kroz proces markiranja. To je obično poznato kao stalni proces obrade i formiranja moldova.
Pod ovim uslovima obrade, obrađeni metalni deoovi se prebacuju na sledeću fazu obrađivanja na radnoj klupi. Ovaj proces se može pokrenuti ručno ili kroz tragove prijenosa. Većina sistema je automatski i održava visoke brzine za obradu. Sljedeći korak može uključiti obrađivanje pritiska, štampanje, kruženje ili drugi sekundarni obrađivanje.
Tipièna primjena obrade štampanja je veoma široka. Većina velikih procesa obrađivanja metala u automobilskoj industriji štampaju ili iznuđuju, uključujući automobilske tela, linije vrata i trbuh.
Ovaj proces se koristi za obrađivanje tela metalnih kamera, mobilnih telefona, televizora, kućnih uređaja i MP3 igrača. Kuhinja i uredska oprema, alata i noževi takođe koriste ovaj proces. Vanjski oblik i unutrašnja struktura delova može se obraditi koristeći ovaj proces.
Malo proizvodnje serije dijelova koje koriste povezane procese postigne se putem obrade metala, okretanja metala ili formiranja kleveta. Ovi procesi mogu proizvesti oblike slične metalnom štampanju, ali zahtevaju relativno visoke radne vještine.
Iako su procesi štampanja i dubokog crtanja slični, još uvek postoje značajne razlike. Kada je dubina dijelova veća od 1/2 dijamanta, deo mora da se proširi kako bi smanjila dubina zida. To zahteva postupnu i sporu operaciju kako bi izbjegao preveliku širenje i razbijanje materijala.
Superplastièno formiranje može koristiti jednostavne operacije da proizvodi veæe i dublje delove. Međutim, ova obrada je ograničena na aluminij, magnezij i titanij, jer zahteva da materijal ima superplasticiju.
Metalni profili koji su formirani kvalitetom obrade kombiniraju patljivost i snagu metalnih materijala delova, povećavaju krutost i svjetlost.
Ako zahtjevi površine uticaja nisu posebno strogi, delovi moraju biti malo liječeni opekotima nakon deformacije. Sandblasting se koristi za smanjenje površinske grubosti. Dijelovi takođe mogu biti dalje procesirani kroz prskanje, slikanje ili elektroplatanje praha.
To su metode za brzo i taèno proizvodnju plitkih oblika konobava koristeći metal listove. Krugovi, kvadrati i poligoni mogu koristiti ovaj proces.
Tvoji zatvoreni delovi mogu povećati snagu delova dodajući rebra, i to može smanjiti troškove težine i obrade. Izabranje odgovarajućeg mold a može procesirati profile sa kompozitim krivima i kompleksnim površinama. Sličan proces za završetak ovog posla je obrađivanje metala, ali zahteva veoma vještine radnika. Brzi molovi se mogu primjenjivati na metalnu obradu i metalnu štampu. Jedna strana ovog mold a je napravljena od krute gume, koja može primijeniti dovoljno pritiska za formiranje metalnog računa na udarcu.
Razmišljanja o dizajnu: Stampiranje se provede na vertikalnoj osi. Zato je uglov konobava formiran u drugom štampu. Drugi štampanje uključuje deformaciju pritiska, produžavanje presjeka i križanje.
Prva štampanja može samo smanjiti dijamant defektivnog materijala za 30%. Kontinualna operacija može smanjiti dijameter za 20%. To znači da obrađivanje nekih delova zahteva određeni broj stalnih štampanja.
U tehnologiji dubokog crtanja, proces je često ograničen od kapaciteta obrade mašine. Veličina kreveta mašine određuje veličinu računa, a udar određuje dužinu širenja. Ciklus obrade je određen udarom i kompleksnošću delova.
Debljina staklenog čelika je od 0,4 do 2 mm, i moguće je da se obrađuje do 6 mm debele tanjire, ali će ga utjecati na oblik i oblik.
Mnogi metalni postelji, poput ugljičnog čelika, bezmrzovoljnog čelika, aluminija, magnezija, zdjela, bakra, metla i cinka, mogu se obraditi koristeći ovaj proces.
Troškovi obrade su relativno visoki zbog potrebe za visokim metalnim moldovima tokom obrade. Pola krutih gumenih molova imaju manje troškove, ali još uvek zahtevaju jednostrane metalne alate i odgovaraju samo za malu proizvodnju serije.
Ciklus obrade je vrlo kratak, a 1 do 100 delova se može obraditi u roku od 1 minuta. Zamjena i postavljanje moldova zahteva određenu količinu vremena.
Troškovi rada su relativno niski zbog visoke stupnje automatizacije. Poljstvo i poliranje će značajno povećati troškove rada.
Svi otpadni materijali se mogu reciklirati zbog ekološkog utjecaja. Trajne stvari se mogu proizvoditi koristeći tehnologiju štampanja metala.