

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Visoki krajnji CNC mašinski alat
Ovih šest reči sadrže tri sloja koncepta, hajde da pogledamo bliže svakog sloja.

Handtmann PBZ HD 5 osi CNC miling machine
Prvo, šta je "mašinska alat"?
U uskom smislu, "mašinski alat" obično se odnosi na "mašinski alat za presjekanje" (u uskom smislu, to je zato što postoje i dodatne mašinske alate za proizvodnju, poput 3D štampanja ili drugih specijalnih alata za stroj), koje koriste metode presjekanja da proizvode radne delove u delove mašine. To znači da su strojni alati strojevi koji proizvode strojeve, tako da su takođe poznati kao "radne mašine". Na japanskom jeziku se zovu "radne mašine" (brzo brzo), a na engleskom jeziku se zovu "strojni alati".
Prvi pravi stroj je zapravo dosadna mašin a, izumljena britanskim industrijskim John Wilkinsonom 1775. godine. Originalna motivacija za izumanje dosadne mašine je bila da rešimo praktični problem proizvodnje visokopreciznih baleta topova u vojsci u to vreme.
Dosadna mašina je proces rezanja koji koristi rezanje alata da proširi unutrašnji dijamant rupa ili drugih cirkularnih kontakata na rotacijskim delovima. To odgovara okretanju, koji je proces presjekanja koji koristi alat za smanjenje vanjskog dijamanta rotacijskog radnog dela ili oblikovanje krajnjeg lica. [2]
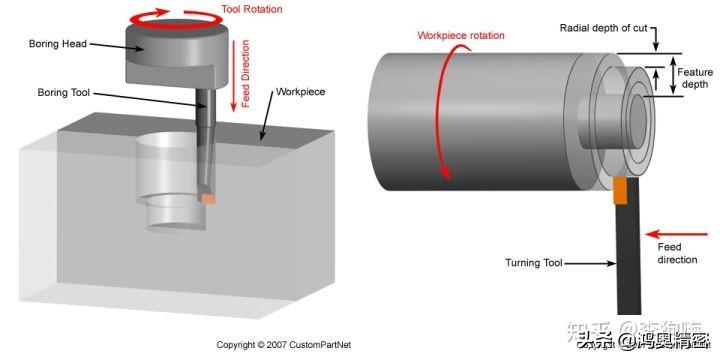
Dosadni procesi (lijevo) i okretanje (desno)
47-godišnji Wilkinson, nakon stalnih napora u fabrici svog oca, konaèno je stvorio ovu novu mašinu koja može proizvesti balene sa retkom preciznošću. Pravilo rada je da rotiramo fiksnu kolicu dosadnog alata kroz vodeni to čak i guramo je u odnosu na cilindrički radni dio. Fisnu kolicu dosadnog alata prolazi kroz cilindr i podržava se na oba kraja. Zbog relativnog pokreta između alata i radnog dela, materijal se dosađuje u veliku preciznu cilindričku rupu.
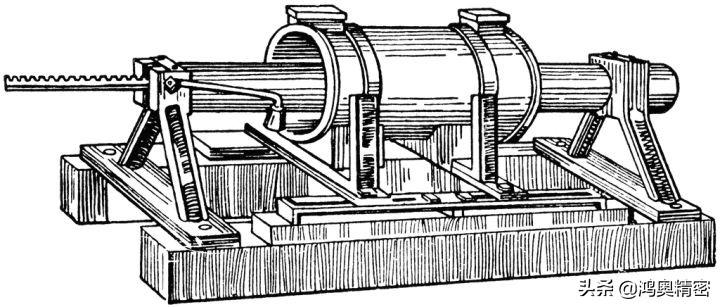
Šematski diagram prve dosadne mašine
A dosadna mašina je kasnije korišćena za mašinu balona za parenje motora. Razlog je zato što je nakon što je Džejms Watt izumio parni motor, veoma je teško proizvoditi cilindre parnog motora koristeći metode falsifikacije, i zbog niske preciznosti proizvodnje i teške procurenja vazduha balona, poboljšanje proizvodnje i efikasnosti parnog motora bilo ograničeno. [3] Nakon usvajanja ove dosadne mašine, visoke precizne balone preko 50 inča mogu se proizvoditi, veoma poboljšavajući kvalitet obrade i proizvodnju efikasnosti balona parnih motora, i tako postižeći veliki uspeh.
Nakon toga, kako bi ispunili potrebe različitih tehnika obradivanja, pojavili su se različite vrste strojnih alata kao što su ključevi, miling mašine, planeri, grinder, bušilice i tako dalje. [4]
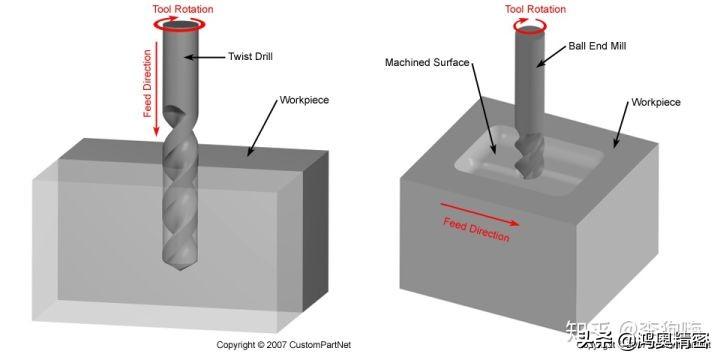
Proces bušenja (lijevo) i miliranja (desno)
Onda, šta je "CNC mašinski alat"?
Prvi elektronski kompjuter je rođen 14. februara 1946. na Univerzitetu Pensilvanije u Sjedinjenim Državama. Početna motivacija za njegov razvoj bila je proizvodnja "elektronskog" računalnog uređaja koristeći elektronske cijevi umjesto relajskih, kao što je tražila američka vojska, u kontekstu Drugog svetskog rata, kako bi proračunalo putovanje granica.
Šest godina kasnije, 1952. godine, Parsons je sarađivao sa Institutom tehnologije Massachusetts (MIT) kako bi razvio prvi brojni instrument za kontrolu (NC) mašine (takođe poznat kao "digitalni kontrolni instrument") kombinacijom brojnog sistema kontrole baziranog na elektronskim kompjuterima sa miling mašinom iz Cincinnati. Od tada su tradicionalne mašinske alate poduzele kvalitativnu promenu, označavajući početak vremena CNC-a za mašinske alate. [5]
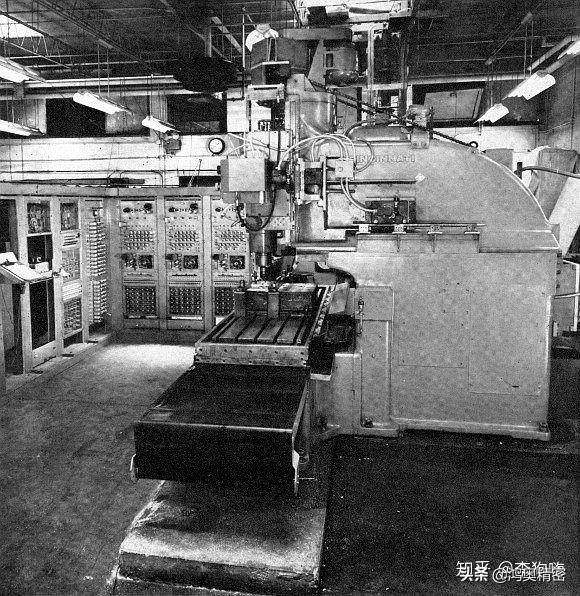
Prvi CNC mašinski alat (miling mašina)
Šest godina kasnije, 1958. godine, MIT je surađivao sa višestrukim kompanijama pod sponzorom američke vojske za razvoj APT (automatske programiranje alata), jezik kompjuterskog programiranja na visokom nivou koji se koristi za stvaranje radnih instrukcija za alata CNC-a. Najčešća metoda je koristiti instrukcije RS-274 za formiranje, koja se obično zove "G kodeks". [7]
S kontinualnim razvojom kompjuterske tehnologije, mikroprocesori su primjenjeni na digitalnu kontrolu, veoma poboljšavajući njihove funkcije. Ovaj tip sistema se zove kompjuterska digitalna kontrola (CNC), Computer Numerical Control), Mašinski alat koji se primjenjuje ovaj sistem takođe poznat je kao CNC mašinski alat, koji je kompjuterski kontroliran brojni kontrolni alat, ili jednostavno nazvan "CNC mašinski alat".
Brojna kontrolna tehnologija u alatima CNC-a je tehnička metoda koja koristi digitalne signale kako bi kontrolisala proces pokreta i mašine uređaja. CNC mašinska alata je mašinska alata koja koristi CNC tehnologiju ili je opremljena CNC sistemom. Peti tehnički komitet Međunarodne federacije informacionog procesa (IFIP) definira CNC mašinski alat kao mašinski alat opremljen sistemom kontrole program a. Ovaj kontrolni sistem može logički procesirati programe sa kontrolnim kodovima ili drugim simboličkim instrukcijama, dekodirati ih, predstavljati kodiranim brojevima i uvesti ih u CNC sistem putem nosača informacija. Nakon računala i obrade, CNC uređaj izdaje različite kontrolne signale kako bi kontrolirao akciju strojnog alata, a dijelove se automatski obrađuju u skladu sa zahtjevima.
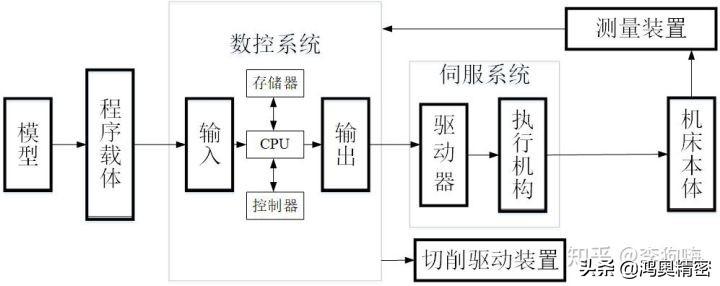
Proces uređaja CNC mašinskih alata
Preobrađivanje alata CNC-a podeli koordinate pokreta alata i radnog dela u neke minimalne jedinice, to je minimalno prebacivanje. Sistem CNC-a pokreće koordinate sa nekoliko minimalnih prebacivanja u skladu sa zahtjevima programa delova (t.i. kontroliše trajektoriju pokreta alata), tako da postigne relativni pokret između alata i radnog dela i završava uređaj dela.
Relativni pokret alata duž svake koordinate osi se mjera u jedinicama ekvivalentnog pulsa (mm/pulsa). Kada cesta rezanja je prava linija ili luka, CNC uređaj izvršava "gustizaciju tačke podataka" između početne i završene koordinate vrijednosti segment a ili luke linije, izračuna seriju koordinate vrijednosti prosječnih tačka, a zatim izlazi pulse na svaku koordinatu u skladu sa vrijednostima koordinate tačke prosječne tačke kako bi se osigurala da se procesuje željena ravna linija ili kontor luke.
Denifikacija tačka podataka koje izvršavaju CNC uređaji se zove interpolacija, a generalno uređaji CNC imaju funkciju interpolacije osnovnih funkcija (poput linearnih i cirkularnih funkcija). Ustvari, mašina svakog korva L deo na CNC mašinskom alatu približava osnovne matematičke funkcije koje CNC uređaj može da podnese, kao što su linije, arke itd. Naravno, pogreška približavanja mora ispuniti zahteve crtanja.
U usporedbi sa tradicionalnim strojnim alatima, CNC strojnim alatima imaju sljedeće prednosti:
Visoka preciznost procesa i stabilna kvaliteta. Za svaki izlaz pulsa CNC-a, premeštenje delova pokretnog alata se zove puls ekvivalent. Puls ekvivalent alata CNC-a je uobičajeno 0,001mm, a visoke precizne alate CNC-a mogu doći do 0,0001mm, sa mnogo višim rezolucijom pokreta od običnih alata. Osim toga, CNC mašinske alate imaju uređaje za otkrivanje položaja koje mogu omogućiti reakciju na CNC sistem o stvarnoj preseljenju dijelova pokretanja ili uglu kreveta i servo motora i kompenzirati ga. Stoga se može postići viša tačnost strojeva od samog strojeva. Kvaliteta delova koje se obrađuju alati CNC-a garantuje strojni alat i ne utječe na operacione greške, tako da je veličina konsekvencija iste grupe delova dobra i kvaliteta stabilna. Moguće je obraditi kompleksne dijelove koje su teško ili nemoguće procesirati sa običnim mašinskim alatima. Na primer, CNC mašinske alate koji koriste povezanje sa dve osne ili više od dve osne povezanje mogu procesirati rotirajuće dijelove zakrivene tijela, dijelove kamere i različite kompleksne prostorne zakrivene dijelove sa zakrivenim generatrixom. Visoka proizvodnja efikasnost. Brzina i opseg hrane CNC mašinskih alata su veća od običnih strojnih alata, a dobra strukturna krhkost omogućava CNC mašinskih alata da koriste velike količine smanjenja, učinkovito uštede vremena za maneviranje. Za obradu određenih kompleksnih dijelova, ako se koristi CNC mašinski centar sa automatskim uređajem za menjanje alata, može postići stalno obrađivanje višestrukih procesa pod jednim klampiranjem, smanjiti obrnuto vrijeme poluokonačnih proizvoda i poboljšati produktivnost značajnije. Jaka prilagodba prema preprodukciji. Nakon modificiranog dizajna mašinskih delova, potrebno je samo da promijenimo program mašine delova i prilagodimo parametre alata na mašinskom alatu CNC-a kako bi postigao mašinu modificiranih delova, veoma smanjio ciklus pripreme proizvodnje. Stoga, alati CNC mašine mogu brzo preći od obrade jednog tipa dela na obradu drugog modifikovanog dizajna dela, koji pruža veliku prikladnost za obradu jednog i malog serije novih proizvoda ispitivanja i često aktualizacije strukture proizvoda. Korisno za razvoj proizvodnje tehnologije prema sveobuhvatnoj automatizaciji. CNC mašinska alata su osnovna oprema za automatizaciju mehaničkog obrade. Integrovani automatski sistemi poput FMC (fleksibilni mašinski centar), FMS (fleksibilni proizvodnji sistem), CIMS (kompjuterski integrirani proizvodnji sistem), itd., izgrađeni na alatima CNC mašine, omogućavaju integraciju, inteligenciju i automatizaciju mehaničkog proizvodnja. To je zato što je kontrolni sistem alata CNC-a usvojio digitalne informacije i standardizovani ulaz kodova i ima komunikacijske interfejse, olakšajući se postizanje komunikacije podataka između alata CNC-a. Najprikladnije je za povezivanje kompjutera da formira industrijsku kontrolnu mrežu, shvati račun, upravljanje i kontrolu automatskih proizvodnih procesa. Snažna funkcija praćenja i sposobnost dijagnoze grešaka. Sistem CNC ne samo kontrolira pokret strojnog alata, nego takođe pruža kompleksno praćenje strojnog alata. Na primjer, rano upozorenje i dijagnoza greške mogu provesti za neke faktore koji uzrokuju greške, veoma poboljšavaju učinkovitost održavanja. Smanjite intenzitet radnika i poboljšajte radne uslove. Konačno, šta je "visokog CNC mašinskog alata"?
Definicija "visokog kraja" ili "visokog kraja" CNC mašinskih alata: CNC mašinskih alata sa funkcijama poput visokog brzine, preciznosti, inteligencije, kompozita, povezanja sa multioscima, komunikacija mreže itd. Njegov razvoj simbolizuje da sadašnja industrija proizvodnje strojnih alata zemlje okupira naprednu fazu u razvoju industrije strojnih alata na svijetu. Stoga, međunarodne tehnologije visokog strojnog alata poput pet osnih alata povezanih s a CNC mašinama smatra se važnim simbolom industrijalizacije zemlje. [10]

DMG 5-aksi mašinarski centar
CNC mašinske alate se mogu podijeliti na tri nivoa na temelju njihovog funkcionalnog nivoa: niske, srednje i visoke. Ova klasifikacija se široko koristi u Kini. granice između niskog, srednjeg i visokog kraja su relativne, a klasifikacijski standardi se razlikuju u različitim periodima. Na temelju trenutnog nivoa razvoja, to se uopšte može razlikovati od sljedećih aspekta (naravno, ova klasifikacija ne može uključiti sve indikatore):
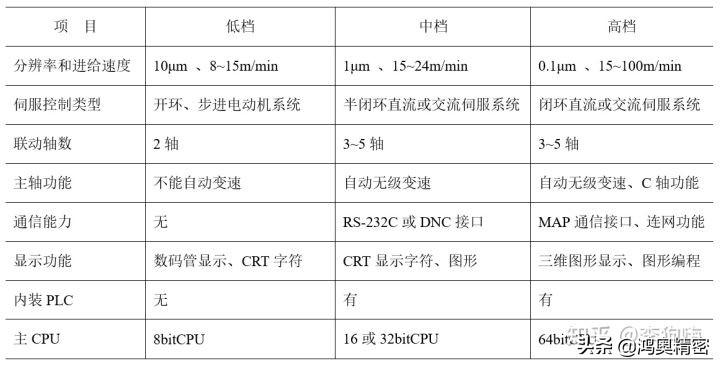
Uspoređenje visokog, srednjeg i niskog kraja CNC mašinskih alata
Uz razvoj napredne proizvodnje tehnologije, moderne CNC mašine su potrebne za razvoj brzine, visoke preciznosti, visoke pouzdanosti, inteligencije i kompletnije funkcije.








