English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

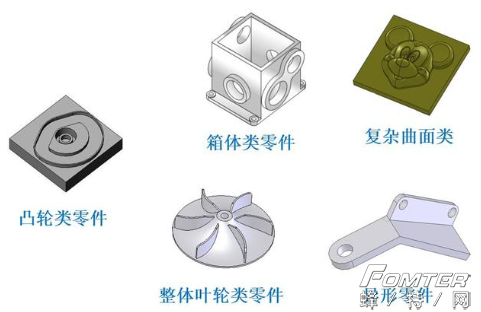
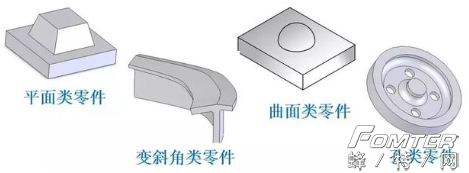
Brojne kontrolne strojeve pružaju automatske metode strojeva za proizvodnju produkta visoke preciznosti i visoke efikasnosti, posebno za proizvodnju kompleksnih površinskih delova
1, osnovni koncept
1. Digitalna kontrola
Automatisan metod za programiranu kontrolu radnog procesa (kao što su strojevi, mjerenje, skupljanje, itd.) koristeći brojeve, likove ili druge simbole
2. Brojna tehnologija kontrole
Tehnologija korištenja brojnih količina i likova za izdanje zapovijedi i ostvarenje automatske kontrole postala je osnovna tehnologija proizvodnje za ostvarenje automatske, fleksibilnosti i integrirane proizvodnje
3. Brojni kontrolni sistem
Kontrolni sistem koristeći digitalnu tehnologiju kontrole
4. Kompjuterski brojni kontrolni sistem
Brojni kontrolni sistem sa kompjuterom kao korak
5. CNC mašinska alata
Preprogramirani program u skladu sa zahtevima za obradu, koji šalje digitalne informacije iz kontrolnog sistema da obradi radni dio

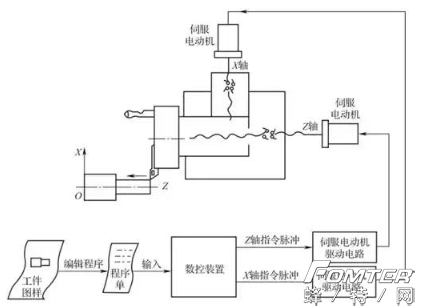
2,Radni proces alata CNC-a
1. Razvoj program a
2. Ulaz na CNC uređaj
3. Proraèunanje i raèunanje
4. Uprave o izdanju
5. Vozite uredne akcije i operacije
6. Proizvodi relativni pokret između alata rezanja i radnog dela
3,karakteristika CNC mašinskih alata
1. Jaka adaptabilnost i dobra fleksibilnost u procesiranju delova
2. Visoka preciznost obrade i stabilna kvalitet proizvoda
3. Jaka sveobuhvatna funkcija i visoka proizvodnja efikasnost
4. Visoka stupnja automatizacije smanjuje intenzitet rada za radnike
5. smanjene troškove proizvodnje i dobre ekonomske prednosti
6. Digitalna proizvodnja i poboljšan nivo upravljanja
4,Tipe često korištenih CNC mašinskih alata
1. CNC lathe
CNC mašinska alata koja se koristi za završavanje operacija okretanja. Njegov glavni pokret je rotacija radnog dela u odnosu na alat, a energija rezanja pruža radni dio umjesto alata.

2. Kretanje centra
Zakljuèen sa ureðajem za struju i sposobnošæu da postavimo radni komad oko njegove osi. Izbavljen časopisom noževa koji može automatski promijeniti noževe. Moguće je završiti mašinu krajnjih lica, radijalnog i ekscentričnog okretanja, miliranja, bušenja i dosadnog

3. CNC miling machine
Brojne kontrolne strojeve koje koriste miling kao metod obrade obično imaju rotaciju presjeka kao glavni pokret i pokret radnog komada ili (i) miling presjeka kao pokret hrane

4. Mašinski centar
Izbavljen sa časopisom alata i automatskim uređajem za razmjenu alata. Vrtlja je obično horizontalna ili vertikalna struktura i ima dvije ili više metode strojeva

5. CNC grinding machine
Koristite oružje za zagrijanje površine radnog komada. Većina CNC grinders a koristi visoke brzine rotirajuće točkice za obrađivanje grickališta, dok nekoliko drugih alata za grickalište poput ulja, pijeskog pojasa i slobodnih abraziva za obrađivanje

6. CNC bušenje mašine
Uglavnom koristite bušilice za mašinske rupe na radnim delovima. Rotacija bušilice je glavni pokret, a aksijalni pokret bušilice je pokret hrane.

7. CNC EDM ureðaj za formiranje mašine
Koristite metodu električne otpuštanja za procesiranje pećina, tela, rupa i površina. Njegov radni princip je da koristi dve elektrode različitih polaritija kako bi stvorili fenomene otpuštanja u izolaciji tekućine, uklanjanje materijala

8. CNC žični uređaj za rezanje mašine
Električna mašina za otpuštanje koji koristi metalnu žicu kao elektrod alata da iseče i procesuje radne delove. Njegov radni princip je isti kao što je električno otpuštanje CNC-a koji formira strojne alate

5,Prijava često korišćenih alata CNC mašine
1. Prijava CNC lathe
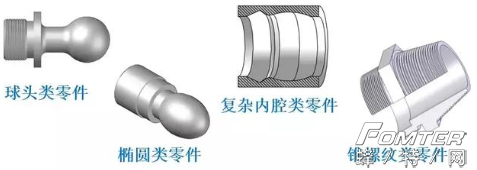
Proveravanje rotarnih dijelova sa posebno kompleksnim oblicima kontura ili teškom za kontrolu dimenzija, rotarnih dijelova sa visokim potrebama preciznosti i rotarnim dijelovima sa posebnim konzervama
2. Aplikacija CNC miling mašine
Proveravanje dvodimenzionalnih ili trodimenzionalnih kontora, poput planarnog kontora, uključenog kontora i zakrivljenog kontora; Takođe je moguće procesirati delove tipa rupe, poput bušenja, proširenja, proračuna, stvaranja, dosadne i povlačenja
3. Prijava centra za strojeve
Prikladno za proces kompleksa, višestrukog procesa, visoke precizne dijelove koje zahtevaju višestruke alate rezanja i mogu se obraditi samo nakon višestruke klampiranja i prilagodbe