

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Kratko uvođenje i industrijski pregled metala:

Uz razvoj automobila, komunikacije, IT i svakodnevnih industrija proizvodnje hardwarea, obrade metala postala je sve popularnije, i razumevanje metalnog obrade u listovima postalo je potrebnije.
2. Operacija ručno ili mehanički pravljenja metalnih listova, profila i cijevi u dijelove sa određenim oblikom, veličinom i preciznošću se zove obrađivanje metalnih listova; To se široko koristi u proizvodnji ventilacije, klimatizacije patke i njihove komponente.
3. Metalne dijelove postelja su uglavnom napravljene od metalnih listova i fittinga cijevi. Zbog njihove lagane težine, visoke snage i čvrsti, oblik može biti proizvoljno kompleksna, niska potrošnja materijala, nema potrebe za mehaničkim procesorom i glatkim površinama, široko se koriste u svakodnevnom životu i industrijskoj proizvodnji, poput barila, bazena, ventilacionih patka, materijalnih konverzacionih cijevi, obrade automobila i tako dalje. Osim toga, mogu se takođe primjenjivati na rad vanjske popravke
4. Proizvodnja metalnih listova obično se odnosi na metode poput širenja, klejanja, ruljanja i preobraćanja formiranja. Obično govoreći, proces korištenja moldova za završavanje različitih deformacijskih procesa se zove metalna štampanja plaća, dok se proces ručno ili mehanički formiranja metala zove metalna obrada plaća.
Metalni materijal:
1. Elektrolitičke tablice: SECC (N) (ploča otporna otiscima prstiju), SECC (P), DX1, DX2, SECD (ploča rastanka). Materijalna težina: HRB50+-5, napetost tanjir: HRB32~37
2. Hladne ploèice: SPCC, SPCD (ploèica za raspršivanje), 08F, 20, 25, Q235-A, CRS. Materijalna težina: HRB50+-5, napetost tanjir: HRB32~37.
3. Aluminijski tanjir; AL, AL (1035), AL (6063), AL (5052), itd.
4. Bezbežne čelične ploče: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti, itd.
5. Drugi često korišćeni materijali uključuju: čiste tanjire od bakra (T1, T2), vruće rolirane tanjire, proleæne čelične tanjire, tanjire od aluminija zinka, aluminijske profile itd.
Tehnologija obrade metalnih listova:
Tehnologija obrađivanja metalnih listova se u osnovi može podijeliti u: označavanje, rečenje, ključanje, ključanje (ključanje), sklonjenje, grijanje ili dobro, pravljenje flange i procesi instalacije flange. Ovaj dio uglavnom predstavlja procese kao što su označavanje, vožnja, vožnja, grijanje i klevanje.
Napravi liniju.
1. Većina metalnih dijelova plaća je napravljena od ravnih metalnih ploča, tako da je potrebno nacrtati prave dimenzije površine metalnih dijelova plaća u ravan oblik na metalnoj ploči, koji se zove razvijajući crtež.
2. Prema rasprostranjenim vlasništvima površine sastavnih delova, postoje dve vrste: proširene površine i ne proširene površine.
3. Površna površina komponenta može biti potpuno ravna na ravnoj površini bez sušenja ili zglobanja, a ova vrsta površine se zove izvedena površina. Avioni, baloni i konji pripadaju razvojnim površinama. Ako površina dijela ne može biti prirodno polaskana i proširena na ravnoj površini, to se zove nepotkrivena površina, poput površine sfere, kružnog prstena i helične površine, koja može biti otvorena samo približno.
Metoda obrade metala
1. Rečenje: Rečenje je proces rečenja materijala u željenom obliku prema raspolaganju. Postoje mnoge metode za rezanje materijala, koje se mogu podeliti u rezanje, udaranje i lasersko rezanje prema tipu i radnom principu strojnog alata.
1.1 Izrezanje - Koristite uređaj za rezanje da biste presjekli željeni oblik. Točnost može doći do 0,2 mm ili iznad, uglavnom se koristi za rezanje stripova ili rezanje čistih materijala.
1.2 Udaravanje i rezanje - Koristite CNC udarac mašinu (NC) ili redovnu udarac mašinu za rezanje. Obje metode rezanja mogu postići tačnost preko 0,1 mm, ali bivši ima oznake rezanja i relativno nisku efikasnost tijekom rezanja, dok poslednja ima visoke efikasnosti ali visoke jedine troškove, čineći ga odgovarajućim za veliku proizvodnju.
1.2.1 CNC udarajuće mašine koriste gornje i niže moldove za popravak materijala tokom presjekanja i radnog stola za udaranje i presjekanje metala listova, proizvodnje željenog oblika radnog komada. Postoje uglavnom dve vrste CNC udaraca: Tailifu i AMADA.
1.2.2 Pravi udarac štampa koristi pokret gornjeg i nižeg stakla kako bi udario potrebnu formu materijala koristeći umiranje padanja. Obične udarajuće mašine obično moraju biti odgovarajuće sa širenjem mašinom za udaranje potrebnog oblika, to je, nakon presjekanja striptiz materijala sa širenjem mašinom, mašina za udaranje može udariti potrebnu materijalnu obliku.
1.3 Laserska rezanja - koristeći lasersku opremu za rezanje, kako bi stalno isekao metal ploče da bi dobio željenu obliku materijala. Njezina karakteristika je visoka preciznost i sposobnost procesiranja delova vrlo kompleksnim oblicima, ali troškovi procesiranja su relativno visoki.
2. Formiranje:
Formiranje metal a listova je glavni metod obrade u obradu metala. Formiranje može biti podijeljeno u dve vrste: ruèno formiranje i formiranje mašine. Ruke se često koriste kao dodatno obrađivanje ili završavanje posla i rijetko zaposleni. Međutim, kada obrađuješ neke materijale sa kompleksnim oblicima ili prikladnom deformacijom, ručni formiranje je još uvek neophodno. Ručna formacija je postignuta koristeći jednostavne popravke i žice. Sljedeće metode se uglavnom koriste: savijanje, okretanje, trljanje, arhivanje, okretanje i formiranje.
Uglavnom razgovaramo o mašini koji se formiraju ovde: kretanje formiranja, štampanje formiranja.
2.1 Sklanjanje formiranja - popravite gornje i niže stene odvojeno na gornjem i nižem radnoj klupi kreveta, koristite servo motore kako bi prebacili i vozili relativni pokret radnih klupa, i kombinirali oblike gornjeg i nižeg stena kako bi postigli sklanjanje metala. Stvaranje tačnosti sklonjenja može doći do 0,1 mm.
2.2 Osmijavajući formiranje - Koristeći energiju koju je motor vozio leteći volan kako bi vozio gornji mold, kombinovan sa relativnim oblikom gornjeg i nižeg molda, metal ploča se deformira kako bi postigao obradu i formiranje delova. preciznost formiranja štampanja može doći preko 0,1 mm. Mašine za udaranje mogu biti podijeljene u obične mašine za udaranje i mašine za brzinu udaranja.
3. Poveza metalnih listova
Ventilacijske patke i komponente napravljene od metalnih listova mogu biti povezani koristeći metode poput ugrizanja zajedničke veze, reke veze, kupanje itd. Ovaj deo predstavlja ugrizne veze.
Složite i ugrizite ivice dva komada metal a (ili obje strane komada materijala) zajedno i čvrsto pritisnite jedni protiv druge. Ovaj metod veze se zove grijanje (grijanje). Metalna povezanost je proces povezivanja različitih dijelova zajedno na određen način da dobije željeni proizvod. Metalne povezanosti tablice mogu biti podijeljene u pečenje, rekovanje, povezane veze i tako dalje.
Bit connection
1. Tipe ugriza
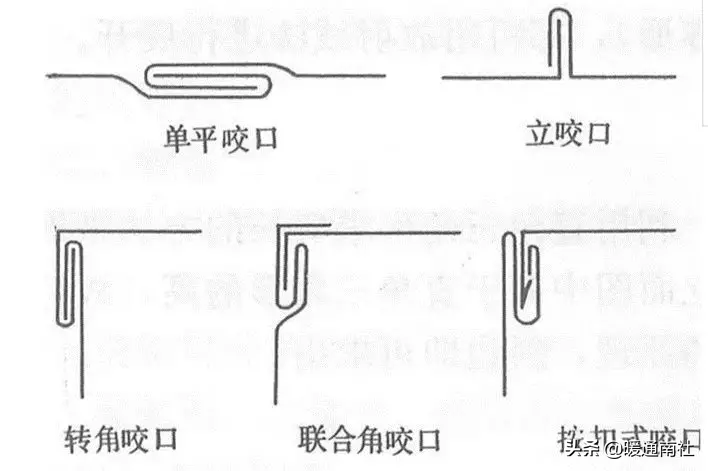
Ugriz kornjaèa i kornjaèa stil
2. Prijava bita
Razne vrste ugriza se koriste uglavnom u sljedećim područjima:
(1) Jedan flat ugriz se koristi za razdvajanje sjedišta ploča, dužinske zatvaranje sjedišta patke ili komponenta.
(2) Jedan ugriz se koristi za kružne stenje, stražnje i naprijed, i horizontalne sjedište vazdušnih patka.
(3) Ugrijanje ugla, zajednički uglov grijanje i pregrijanje se koriste za dužinske zatvaranje zglobova i pravokulne lakte pravokulnih patka ili komponenta, kao i uglovne zglobove zuba.
Širina i dodatak.
Širina ugriza zavisi od debljine fittinga cijevi, kako je pokazala u tabli 8-1.
Veličina dozvole za ugriz povezana je sa širinom ugriza, preklapanjem slojeva i korištenim mašinama.
2. Za jedno ravno ugrizanje, jedno vertikalno ugrizanje i ugrizanje ugla, količina ostavljena na jednoj ploči je jednaka širini ugriza, dok je količina ostala na drugoj ploči dvaput više širine ugriza. Zato je zadržavanje ugriza jednaka tri puta širini ugriza.
3. Za zajednički ugriz ugla ostavite količinu jednaku širini ugriza na jednoj ploči i tri puta širinu ugriza na drugoj ploči, što je rezultiralo ukupno zadržavanje četiri puta širine ugriza.
4. Dopuštanje za ugriz treba ostaviti na obje strane odbora koliko je potrebno.
Bice se mogu izvesti ruèno ili mehanièki.
1. Ruèno grijanje
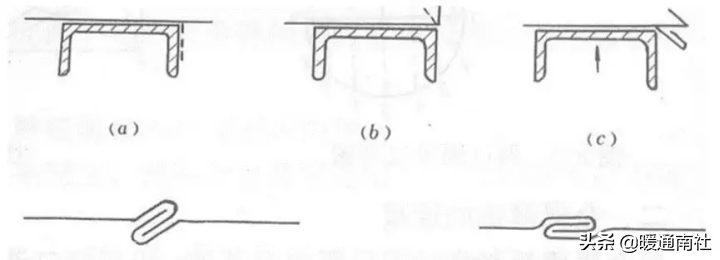
Ručni proces grijanja je sljedeći:
(1) Proizvodnja jednog ravnog ugriza (kao što je pokazalo u figuri ispod) uključuje stavljanje tablice sa preduvlačenim linijama savijanja zraka na čeličnom kanalu, poravnanje linija savijanja zraka sa ivicama čeličnog kanala
(1) Uključuju linijske ugrizne mašine i mašine za ugrizanje lakta, koje mogu završiti ugriz koji se formira kvadratnim, ravnogularnim, cirkularnim cijevima, laktovima, zubima i varijantnim dijamantnim cijevima. Form ugriza je tačan, površina je ravna, veličina je konsistentna, a produktivnost je visoka. Oni se široko koriste u obradi klimatizacije i ventilacionih kanala.
(2) Proces ugriza koji formira mehanički ugriz je da prođe metal listove kroz višestruke parove rotirajućih rolera sa različitim oblicima grova, postupno mijenja krivku ivice listove od malih do velikih i postupno ga formiraju.
Kada pravimo cirkularne vazdušne patke iz metala, potrebno je da se okrenemo i sklonimo metal. Kada pravimo pravokulne patke, potrebno je složiti metalni kvadrat.
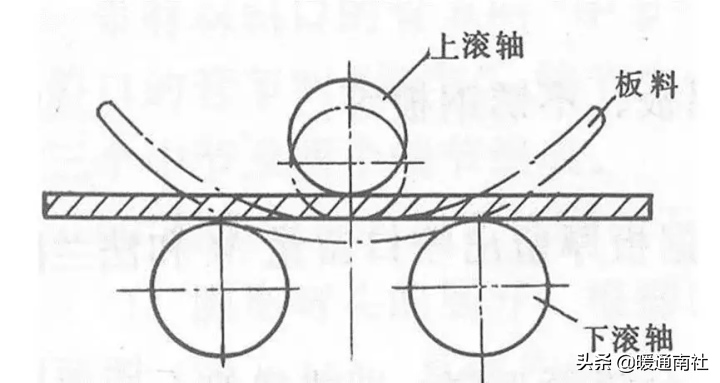
Metod spajanja metal a kroz rotaciju se zove roliranje, takođe poznat kao okruženje.
1. Основни принцип: Основни принцип повръщања и смења се показва у цифри. Metal plaæa se postavlja na donji roler, a udaljenost izmeðu gornjeg i donjeg rolera može se prilagoditi. Kada je udaljenost manja od debljine metala, metal će se skloniti, što se zove kompresija sklonjenje. Ako se stalno okreće, metal ploča formira glatku krvarenje unutar dometa do kojeg se okreće (ali dva kraja metala ploča još uvijek su ravna zbog nesposobnosti da se okreće, i mora se eliminisati kada se formira deo). Znaèi, suština roliranja je stalno sklonjena.
3.1 Velding se može podeliti u: CO2 welding, Ar welding, welding otpora, itd.
3.1.1 Принцип обработке CO2-а: Користите защитни газ (CO2) за механично изолирање воза и изолирање метала, предотвратавање оксидирања и нидрижања затвореног метала. Основно се користира за завељање железних материала. Картеристики: тверда вредка и добра показаност запечатка. Недостатки Операција за завећавање CO2 је главно делена у роботне машине за завељавање CO2 и ручни машине за завељавање CO2.
3.1.2 Ar korištenje luke koristi se uglavnom za korištenje aluminijuma i bezmržnih čeličnih materijala. Njegov princip za obrađivanje i prednosti i neprijateljstva su isti kao CO2, a oprema se podijelja i u robotsku korištenje i ruèno korištenje.
3.1.3 Radni princip prikupljanja otpora: Koristenjem topline otpora proizvođene strujom prolazeći kroz staklo, staklo se topi i zagrijava kako bi povezalo staklo Ova oprema uglavnom uključuje seriju Songxing, seriju Qilong, itd.
3.2 Riveting se može podijeliti u: pritisak rekonstrukcija i rekonstrukcija, itd. Obična oprema za rekanje uključuje rekonske mašine, rekonske oružje i POP rekonske oružje.
3.2.1 Poveza za uskrsnuće je proces pritiskanja širenja i oraha u radni dio kako bi se mogli povezati sa drugim delovima kroz prstene.
3.2.2 Poveza Rive je korištenje reka za povlačenje i rečenje dva komponenta zajedno.
Liječenje površine:
Dekorativni i zaštitni efekti površine liječenja na površine proizvoda prepoznaju mnoge industrije. U metalnoj industriji listova, metode površine koje se uobičajeno koriste uključuju elektroplating, raspršivanje i druge metode tretmana površine.
1. Elektroplatiranje se podijelja u: galvanizacija (bojni cink, bijeli cink, plavi cink, crni cink), plating nikla, plating hroma itd;
Glavna funkcija je formiranje zaštitnih sloja na površini materijala, koja igra zaštitni i dekorativnu ulogu;
2. Slika raspršivanja se podijelja na dve vrste: slika i pršivanje praha. Nakon pre tretmana materijala, obuka se raspršila na površinu radnog dela sa pištoljem i benzinom, formirajući obuku na površini radnog dela. Nakon sušenja, igra zaštitni ulogu;
Ručni savljeni cev
U neverovatnoj opremi ili jednom komadu mala proizvodnja serije, broj klupa je mali, čineći je neokonomičnim da napravi sklonište.U ovom slučaju se rukovno sklonište. Glavni procesi rukovnog savijanja uključuju punjenje pijeska, označavanje, grejanje i savijanje.
(1) Kada ruèno savijaju cijevi sa napunjenjenjem pijeska, koriste se sljedeće glavne metode kako bi se spriječilo deformacija dijela čeličnih cijevi: punjenje cijevi napunjenim punicima (kao što su kvartz pijesk, ružan i niski položaj to čki za topanje). Za veće čelične čelične cijevi, pijesk se uopšte koristi. Prije napunjenja pijeska, poveži jedan kraj čelične cijevi sa koničnim drvenim stopom. Na drvenom stanici postoji otvorena rupa zraka da omogućava zrak unutar cijevi da slobodno oslobodi kada se greje i proširi. Nakon napunjenja pijeska, takođe poveži i drugu kraj cijevi drvenim stopom. Pješak napunjen u čeličnu cijev treba biti čist, suv i čvrst.
Za čelične cijevi sa većim dijameterima, kada je neprijatno koristiti drvene pričvršće, mogu se koristiti čelične pločice.
(2) Napravite liniju da odredite dužinu grejanja čelične cijevi
Topljenje se može učiniti koristeći ugljen, kokain, ugljen plin ili teško ulje kao gorivo. Topljenje bi trebalo biti sporo i uniformno, a temperatura grejanja za obični ugljični čelik je uglavnom oko 1050 °C. Hladno savijanje se koristi za bezmrzovoljne čelične cijevi.
Pogrejana čelična cijev može biti sklonjena na ručni uređaj za savijanje.
Glavna cijev
Core bent cev je vrsta ceva koja se skloni duž stena koristeći jezgra šaft na mašini za savijanje ceva. Funkcija jezgrešnog otvora je spriječiti deformaciju prekršaja kada se cijev skloni. Obrazi jezgrešnih oklopa uključuju okružnu glavu, upućenu glavu, obliku kašike, jednosmjernu zajednicu, univerzalnu zajednicu i fleksibilnu oklopu.
Kvaliteta jezgrešne savljene cijevi zavisi od oblika, veličine i položaja jezgrešnog otvora koja se širi u cijev.
Bezbežna savljena cijevi
Bezbežna savijajuća cijev je metoda kontrole deformacije čelične cijevi koristeći obrnutu deformaciju metodu na mašini za savijanje. To uzrokuje određenu količinu obrnute deformacije da se primjenjuje na čeličnu cijevi pre nego što ulazi u zonu deformacije za savijanje, tako da spoljašnja strana čelične cijevi proširi napolje da bi se offsetila ili smanjila deformaciju dijela čelične cijevi tokom savijanja, tako da osigurava kvalitet savijanja cijevi.
Beskorisne cijevi se široko koriste. Kada je širenje radijusa čelične cijevi veći od 1,5 puta veći od dijamanta cijevi, uobičajeno se korišćavaju bezkorisni klupi. Koristi se samo za čelične cijevi sa većim dijamantima i mršavijim zidovima.
Osim toga, postoje metode savijanja cijevi kao što su vrhunska sklonjenja pritiska, srednja frekvencija sklonjenja, sklonjenja plamena i sklonjenja ekstrusije.
Èelična cijev
Postoje dve vrste čeličnih cijevi: bezvezne čelične cijevi i čelične cijevi.
Beznaèajna èelièna cijevi
Beznaèajne èeliène cijevi su podeljene u vruæne cijevi, hladne crvene cijevi, ekstružene cijevi itd. Prema krstosekcijalnom obliku, postoje dve vrste: krurološke i nepravilne čelične cijevi uključuju kvadrat, oval, trongular, zvezda oblikovana itd. Prema različitim ciljevima, postoje debele okrivene i tanke okrivene cijevi, a tanke okrivene cijevi se često koriste za metalne dijelove.
Čelična čelična cijevi
Čelična čelična cijevi, takođe poznata kao pečena čelična cijevi, napravljena putem pečenja čeličnih traka i dolazi u dve vrste: galvanizirana i ne galvanizirana. Bijela se zove bijela željezna cijevi, a poslednja se zove crna željezna cijevi.
Specifikacije čeličnih cijevi izražavaju se u metričkom sistemu kao vanjski dijamant i dubina zida, i u imperijskom sistemu kao unutrašnji dijamant (in č).
Metod označavanja veličine čeličnih cijevi je: vanjski dijamant, zidna debela i dužina, poput cijevi D60106000
Metod povezanja metalnih delova postelja:
Metalni delovi listova sastavljaju se od mnogih komponenta koje moraju biti povezani na određen način da bi stvorili kompletni proizvod. Èesto korišteni metodi veze ukljuèuju kupanje, rekanje, povezanje sa širenjem i zajednicu za proširenje. Poveza između čeličnih cijevi takođe usvojava navedene metode. O čemu se radi o kupljenju, rekovanju i povezanju
Zaključak proširenja je metod povezanja koja koristi deformaciju čeličnih cijevi i cijevi za ostvarivanje zapeča ćenja i ubrzavanja. Može koristiti mehaničke, eksplozivne i hidraulične metode da proširi dijamant čelične cijevi, uzrokujući plastičnu deformaciju čelične cijevi i elastičnu deformaciju zida cijevi. Koristeći ponovno preokretanje zida cijevi za primjenu radijalnog pritiska na čeličnu cijevi, zglob između čelične cijevi i cijevi ima dovoljnu jačinu proširenja (sile povlačenja), osiguravajući da čelična cijevi neće biti izvlačena iz rupe cijevi kada zglob radi (pod silom). U isto vreme, trebalo bi imati i dobru snagu zapečaćenja (otpora pritiska) kako bi osiguralo da medij unutar opreme ne izlazi iz zgloba pod radnim pritiskom.








