English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

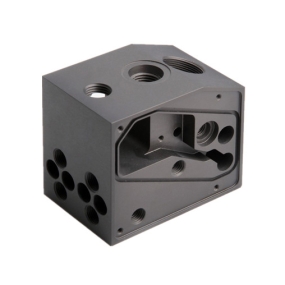
Odjelovi ispunjavanja su zajednički proizvod u proizvođa čima štampanja hardware a, ali za proizvode sa višestrukim stenama, kako da odredimo sekvenciju sklonjanja?
General bending sequence:
1. Prvo kratka strana, duga strana kasnije: uobičajeno govoreći, kad se sve četiri strane sklone, prvo sklonite kratku stranu, a onda je duga strana korisna za obrađivanje staklenih delova i skupljanje staklenih staklena.
2. Prvo periferija i onda središte: pod normalnim okolnostima, općenito se sklanja od periferije stakla deo prema centru radnog dela.
3. Delimično prvo i potom ukupno: ako postoje neke strukture unutar ili izvan stakla koji su različiti od drugih klupa, uopšte je potrebno da prvo sklonimo te strukture i onda sklonimo druge dijelove.
4. Razmislite o situaciji i razumno sredite sekvenciju klevetanja: sekvencija klevetanja nije fiksna, a sekvencija obrade treba da se prilagodi odgovarajući prema obliku klevetanja ili prepreka na staklenom delu. 
Nakon dizajniranja sekvence sklonjavanja u skladu s ovim četiri kriterija, proizvođač kompletnih dijelova mora provjeriti da li mogu ispuniti sljedeće zahteve:
1. Razmislite da li alati za presjekanje mašine ispunjavaju zahteve crtanja R.
2. Provjerite da li niža oštrica ili fiksnost mašine blokira položaj sledeće sklonjenje.
3. Provjerite da li je bilo ogrebotina ili sudara sa ovim alatima i popravkama nakon poslednjeg savijanja.
4. Proverite da li je konačna greška ogrebana ili izbačena protiv alata i popravka.
5. Pogledajte da li se skala poslednjeg sklopa može koristiti kao referencija za poziciju sledeće sklope.
Ovaj članak je iz EMAR Mold Co., Ltd. Za više informacija o EMAR-u, kliknite na www.sjt-ic.com,