English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

Prije proizvodnje i obrađivanja dijelova štampanja aluminija, fabrike štampanja moraju biti upoznate sa karakteristikama aluminijskih materijala i kako bi osigurali sprečavanje neprijateljskih fenomena tokom štampanja
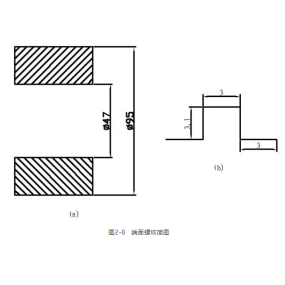
1. Aluminijski materijal je relativno mekan i mold je lako blokirati, pa kad je dizajnirao mold da postavi praznine, preporučuje se staviti praznine sa rubinskom materijalnom debelom od 10%. Prava dubina od 2 mm je prikladnija za rub presjeka, a kaseta od 0,8-1 stupnja je prikladnija;
2. Zbog britljivosti i lakog slomljenja aluminijskih materijala, posebno u slučaju obrnutog slomljenja, preporučuje se ne raditi pritisak žice. Čak i ako je potrebno, pritisak žice treba biti širi i plićniji;  3. Kada obrađujete dijelove štampanja aluminija, fabrike štampanja zahtevaju sporu rezanje žice da bi spriječili izgorenje i nepravedno padanje materijala. Dijeli aluminija lako stvaraju visoke temperature, tako da težina korišćenog štampanja treba biti iznad 60 stupnjeva, a bar bi trebalo da se koristi materijal SKD11;
3. Kada obrađujete dijelove štampanja aluminija, fabrike štampanja zahtevaju sporu rezanje žice da bi spriječili izgorenje i nepravedno padanje materijala. Dijeli aluminija lako stvaraju visoke temperature, tako da težina korišćenog štampanja treba biti iznad 60 stupnjeva, a bar bi trebalo da se koristi materijal SKD11;
4. Da bi se fabrike štampanja dobro obradile uloge štampanja aluminija i smanjile brzinu defekta, prvi korak je da ih očistimo, uključujući štampanje, stolove štampanja, linije skupljanja i materijale pakiranja. Treba se osigurati da nema oštrih objekata ili prljavštine.
Ovaj članak je iz EMAR Mold Co., Ltd. Za više informacija o EMAR-u, kliknite na www.sjt-ic.com,