English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. är en av de ledande professionella tillverkarna av precisionsmetalldelar i Kina, etablerad 2006 och bedriver huvudsakligen verksamhet som CNC-bearbetningsdelar, metallstämplar och plåtbearbetning.

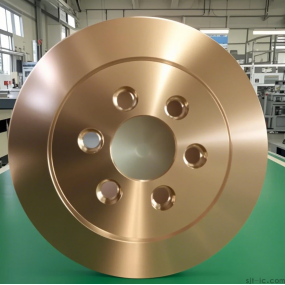
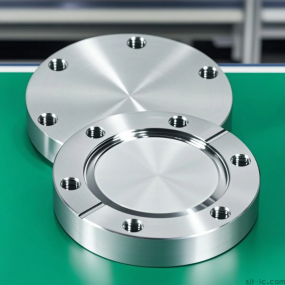
Genom sträcknings- och stansningsteknik kan tunnväggiga delar med cylindriska, stegade, sfäriska, koniska och andra oregelbundna former produceras. Zhejiang Yiwei Precision är en tillverkare av precisionsmetallstämpling, metallsträckning och inbäddad formsprutning Vi kan anpassa och producera olika typer av sträckta skal, djupt sträckta delar och stämplade sträckta delar. I den här artikeln kommer redaktören att introducera egenskaperna hos skalets stretchstämplingsdelar.
Skalsträckning stämplingsdelar är cylindriska flaskformade delar som bildas genom djupdragning av plåt.I djupdragningen påverkas billettens diameter av skalets omkrets, vilket i sin tur påverkas av friktionsmaterialets fluiditet och det perifera materialets inåtgående flödes- och kantmotstånd.
När motståndet hos kantmaterialet överskrider gränsen kommer kanten att rynka och bli instabil. För att undvika rynkor kan materialet i den stämplade delen flöda smidigt mellan stansen och den tomma hållaren. De två huvudsakliga orsakerna till dragbrott är förhållandet mellan diametern på den utsträckta stansningsdelen och diametern på billetten som överskrider gränsvärdet och dragningsradien. När man drar en platt billet i ett skal eller ett skal med en mindre diameter, finns det ett gränsvärde för materialets inåtgående flödesavstånd, vanligen kallad dragningskoefficienten. Den slutliga dragningskoefficienten påverkas av faktorer som tryckmaterialets fluiditet, dess tryckhållfasthet och flödesmotstånd som orsakas av kompression. Överdrivet flödesmotstånd orsakar skador och rynkningar i kanterna av skalet, vilket är ett område där materialets motstånd är svagt.