English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

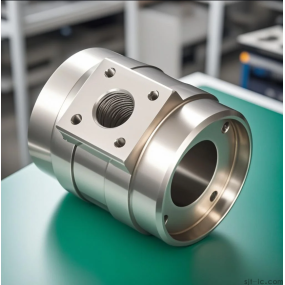
Nyckeln till den tekniska aspekten av stämplingsbearbetning är fördelningen av produktionsprocesser och valet av olika huvudparametrar. Yiwei Precision har varit engagerad i anpassad bearbetning av stansningsdelar i mer än 10 år, ackumulerande rik erfarenhet. Efter flera års sammanfattning har vi kommit fram till följande tekniska standarder och huvudparametrar för din referens.

1. Verktygsval. Det övergripande kriteriet för val av skärverktyg är ekonomisk utveckling. Enligt normerna för produktions- och bearbetningsregler bör verktygsupphängningsdjupet vara så kort som möjligt, och CNC-bladets diameter bör vara så stor som möjligt, vilket är fördelaktigt för att minska ytans grovhet i produktion och bearbetning och utveckla styvheten, värmeavledningen och verktygslivslängden för verktygssystemets programvara. Det bör dock noteras att den halva radien av verktyget för bakre frigång bör vara lägre än den lilla vinkeln av hjulprofilen.
2. Val av svarv. Antagande av en svarvsystem programvara med god styvhet och hög precision, inklusive en sluten loop kontroll servo styrsystem.
3. Tilldelning av processflöden. Efter värmebehandlingen av skäreggen allokeras det superhårda produktions- och bearbetningsflödet till djup bearbetning av profilen och halvdjup bearbetning av skäreggen, följt av värmebehandling för att lösa problemet, och sedan utförs den superhårda produktionen och bearbetningen av skäreggen med en svarv.
4. Den totala bredden på bladet. Den totala bredden på den nedre die bladet behöver inte överstiga 25mm, den totala bredden på den yttre die bladet behöver inte överstiga 20mm, och den totala bredden på den inre die bladet remsan överstiger inte 15mm. Om bladets totala bredd överskrider detta värde, ska frigången fräsas före värmebehandling.
5. Oral kapacitet. Den återstående mängden förinstallerad bearbetning efter halvdjup bearbetning av skäreggen är 0,2-0,3 millimeter (med beaktande av deformationen orsakad av värmebehandling och kylning), vilket innebär att produktionseffekten av superhård produktionsbearbetning efter skäreggvärmebehandling bör vara 0,1-0,3 millimeter. Överdrivet utbyte av produktionskapacitet kan skada bearbetningens noggrannhet och förvärra slitaget på CNC-blad.Om kapaciteten är för liten finns det en stor risk för materialbrist vid värmebehandlingsdeformation.
6. Bladets styrka. Styrkan på bladet efter värmebehandling är runt HRC55-65.