

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

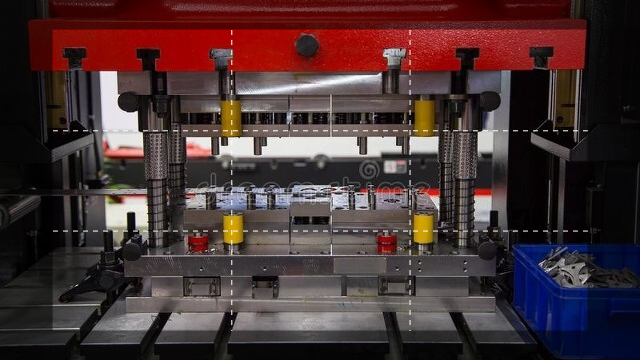
Beroende på komponentens eller produktens form innebär metallstämpling olika processer, som var och en är olika. Dessa processer används för att uppnå komplex och noggrann design av delar och produkter inom branscher som flyg, konsumentprodukter, fordon, flyg, elektronik, mat och dryck, etc. Det är vanligtvis inte möjligt att tillverka en komponent med en enda metallstämplingsmetod, eftersom varje process innebär att skapa en specifik design.

Många stansningstekniker innefattar processer som extrudering, sträckning och ribbspressning. Varje teknik innebär en blandning av olika processer för att uppnå de nödvändiga komponenterna. Alla dessa metoder utförs vid rumstemperatur, vanligtvis med minimal eller noll värme. Maskinvarustämpling är en typisk kallformningsprocess som innebär användning av flera verktyg och utrustning, såsom stansmaskin (stansar), formar, etc., för att bilda komplexa former och utseende.
Mot bakgrund av detta kommer vi att diskutera några av de mest populära hårdvarustrimuleringsprocesserna som används av tillverkare.
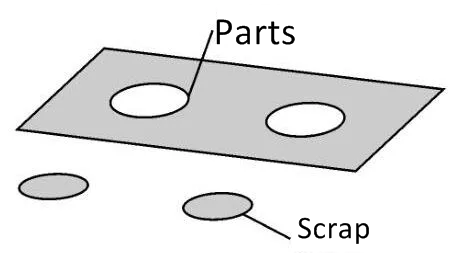
Stansning metod är en vanlig metallstämplingsprocess. En metallplatta är fast på ett ställe, eller mer exakt, på en arbetsbänk. Med hjälp av olika verktyg och maskiner, skapa ett hål på en metallplatta och skapa en serie olika ihåliga områden på metallplattan. Stansning är lite annorlunda eftersom efter stansning på en metallplatta tas den perforerade delen bort och inte längre används.
För att säkerställa att metallplattan inte deformeras måste stansning vara en kontinuerlig process. Området runt stansningen måste vara exakt utformat. Maskinen som används i denna metallstämplingsprocess är tillverkad av kolstål och måste underhållas noggrant så att det inte finns någon passivering eller områden av passivering, vilket kan orsaka deformation av metallplattans form.
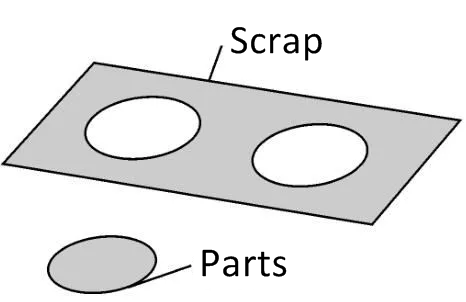
Det är inte mycket skillnad mellan skärmetoden och stansning - men en stor skillnad är att perforerade skivor inte kastas bort. Den stansade plåten är den slutliga komponenten. Många metallstämplingsföretag utför vanligtvis stämpling innan de gör andra saker på projektet. När materialskärningen är klar kommer tillverkaren att fortsätta med andra maskinvarustämplingssteg såsom extrudering och böjning.
Materialskärning innebär huvudsakligen tillverkning av plåt - vanligtvis på små eller medelstora plåtar skurna från stora bitar. När det gäller massproduktion är detta en särskilt fördelaktig process eftersom den är enkel och leder till högkvalitativ och precisionsbaserad skärning.
Men i vissa fall kan metallplattor innehålla oönskade kanter eller fräsar. Detta är en vanlig fråga. Men vassa kanter och fräsar kommer så småningom att avlägsnas genom flera processer, såsom termisk avgrävning, manuell avgrävning och/eller vibrationsmetoder.
När det gäller metallstämpling använder vissa tillverkare också den så kallade sträckningsprocessen. Denna metod innebär i grund och botten att fast de två ändarna på metallplattan (motsatta ändar). Nästa steg är att placera metallplattan på en form med en tvärsnittsform. Genom en kraftfull stämpelprocess producerar formen en stansning som trycker plåten på maskinen. Detta hjälper till att utveckla maskinens tvärsnittsform, helt deformera metallplattan för att uppfylla kraven.
Sträckningsmetoden kan också delas in i två andra processer, som kallas djup stretching och grunt stretching. Dessa är liknande processer för att uppnå det nödvändiga djupet på en metallplatta. Till exempel, under grunda sträckningar, kommer radien av huvudmetallplattan alltid att motsvara sträckningsdjupet, vilket innebär att den kommer att vara lika.
Å andra sidan är djup stretching i princip koppformad skärning på metallplattor för att bilda olika produkter. Under djupdragningsprocessen är metallplattans totala radie mycket mindre jämfört med djupet som ska utföras.

Extruderingsmetoden vid metallstämpling är en typisk process som används av tillverkare för att tillverka produkter och komponenter med extruderade former. Pressningsmetoden innebär följande: Stängt mögel. Tillverkningsteknik. I detta fall används metallplattan som en helhet eller kläms in i delar. Denna process involverar två oberoende formar, vars positioner gradvis närmar sig varandra vid metallplattans två ändar och bildar en myntform.
En av de största fördelarna med extruderingsmetoden är att den är mycket effektiv vid tillverkning av olika metalldelar och produkter med olika kvantitetstoleranser. Det är också en relativt direkt teknik som snabbt och tillförlitligt kan producera deformationer (vanligtvis permanenta) på produkter. Detta gör komponenten eller produkten mycket motståndskraftig mot djupt fysiskt slitage och starka stötar.
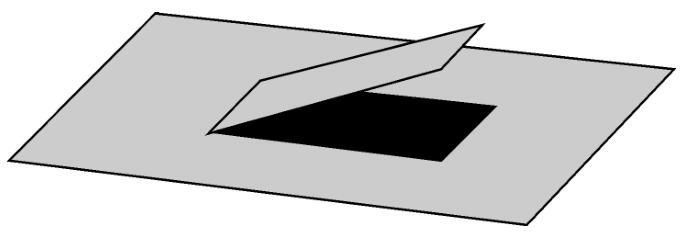
Tungstekniken skiljer sig helt från skär- och stansningsmetoderna. Hur ska man säga det? Tja, tungskärning innebär en unik metallstämplingsprocess som inte kräver att några metalldelar tas bort från plåten. Stansning och formprocess är inställd för att skapa en djup söm på metallytan. Syftet med detta är att undvika att generera metallavfall, t.ex. metallpluggar som måste kasseras eller tas bort i efterbehandlingsskedet.
En av de främsta anledningarna till att tillverkare använder tungskärning är att denna process hjälper till att skapa olika unika och anpassade mönster och former med hjälp av olika typer av metaller. Till exempel används det ofta för att skapa komponenter och delar som behöver användas för applikationer som öppningar, ventiler, etiketter etc.
Förstärkningsmetoden för metallplattor är en annan unik teknik som används för att utforma upphöjda ytor i specifika områden av metallplattan. Förstärkningsstångar kan skapas med två olika metoder - genom formuppsättningar eller maskiner. Förstärkningsmetoden används främst för att skapa delar och komponenter för olika applikationer, beroende på komplexiteten och formen av den önskade konstruktionen. Till exempel är några av de bästa exemplen på att använda wellpapp komponenter metallbeläggningar, motorhuvar, motorhus, dörrramar, plåtplåtar och så vidare.
Förstärkningstekniken kan användas på olika metallytor, men den mest populära metalltypen i denna process är aluminium. Detta beror främst på att denna metall är mycket lätt att bearbeta. Dessutom är detta material hållbart och lätt, vilket båda bidrar till att göra armeringsprocessen mer effektiv och effektiv.

Viktiga faktorer att vara medveten om under metallstämplingsprocessen
När det gäller metalltillverkning är metallstämplingsteknik mycket användbar. Eftersom så är fallet nämns varje process baserat på teknikens komplexitet. Till exempel, snabba och direkta processer som materialdroppning eller stansning kallas ofta för den ursprungliga nivån för varje projekt. Dessa processer åtföljs sedan av andra processer för att bilda den färdiga produkten.
Å andra sidan används komplexa stansningsprocesser som djupdragning, tungskärning, extrudering och/eller ribbpressning huvudsakligen för att skapa komplexa konstruktioner som inte kräver bearbetning under hela produktionscykeln.

Sammanfattningsvis är metallstämpling en extremt viktig och framtidsorienterad process som är avgörande för många branscher. Denna process används för att tillverka dagliga konsumentprodukter, samt större komponenter och delar för tillverkning av fordon och annat.










