

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Idag kommer jag att dela med mig av de viktigaste faktorerna att beakta när du väljer ett femaxligt bearbetningscenter, med branschledande Makino femaxlat bearbetningscenter som exempel. Jag kommer att ge dig en detaljerad lista över dem som inte vet
01
Strukturen bestämmer utrustningens prestanda
Det finns olika strukturer i fem axliga bearbetningscentraler, och verktygsmaskinens strukturella konstruktion bestämmer utrustningens prestanda, inklusive styvhet, bearbetningsnoggrannhet, stabilitet, driftsäkerhet och så vidare.
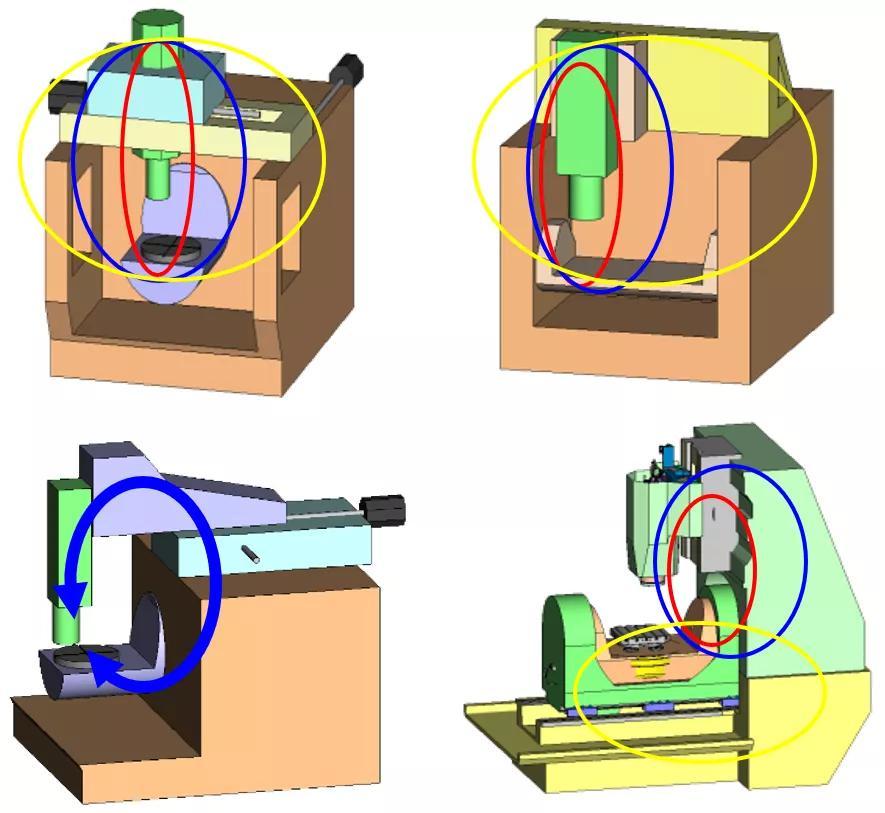
Följande aspekter bör huvudsakligen beaktas:
1) Den linjära axeln sammanfogas inte eller överlagras vid förflyttning
2) Utrustning med korta skärkretsar har god styvhet
3) Är den lutande rotationsaxeln en DD motor
4) Är det 5-axlig koppling
5) Närhet med fem axlar
Makinos femaxliga bearbetningscenter i D200Z/D800Z/a500Z-serien antar en "Z" - formad arbetsbordsstruktur med hög styvhet, som visas i figuren nedan.Arbetsbordet kräver inte stöd i båda ändarna, med stora diametrar lutande lager och ett arbetsstyckets tyngdpunkt B inom A. Jämfört med traditionella enstaka stödstrukturer är böjningsmängden d extremt liten och kraftarmen L kortare.
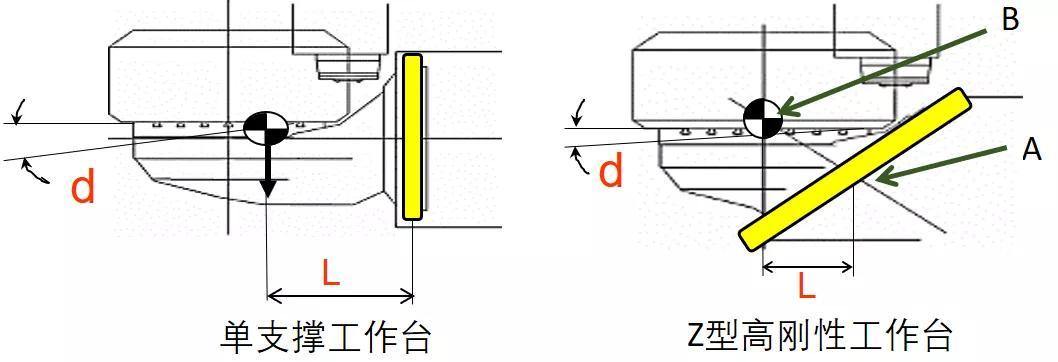
Denna lutande axelstruktur kan uppnå högprecisionsbearbetning jämförbar med 3-axliga bearbetningscentraler. Även vid lastning och rotation av tunga komponenter kan arbetsbänkens böjning kontrolleras till ett minimum, samtidigt som högstyvhetslager och direktdrivningsmotorer kan uppnå hög precision och jämn rotation med minimal vibration. Dessutom har den utmärkt rumslig närhet.
02
Lutrotationsaxelns noggrannhet
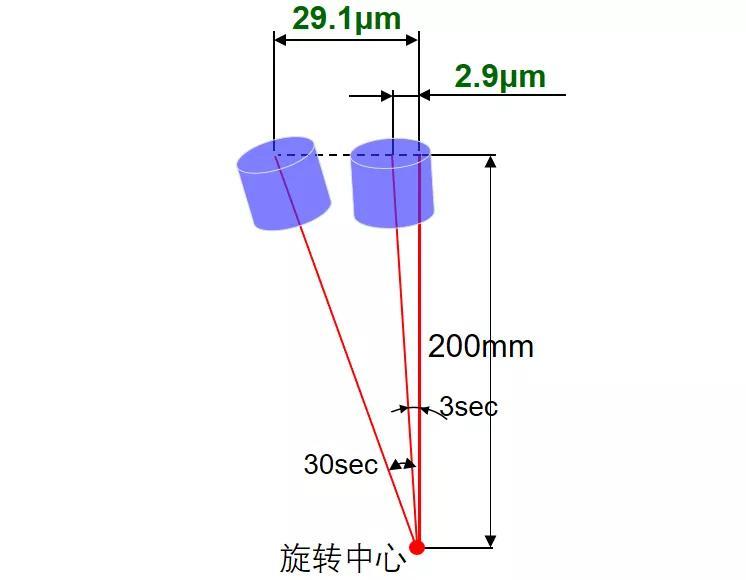
Verktygsmaskinernas bearbetningsnoggrannhet påverkas direkt av noggrannheten hos den roterande axeln.För att förstå den faktiska effekten av den lutade rotationsaxelns noggrannhet på bearbetningsnoggrannheten, använd Makino D800Z maskinverktyg.
1= 60′
1′= 60″
1=3600″
Den minsta upplösningen av B / C axeln på D800Z verktygsmaskin är 0,0001 grader, vilket är 0,36 tum, och positioneringsnoggrannheten är 3 tum. Genom följande beräkningsdiagram kan vi känna till det resulterande noggrannhetsfelet.
03
Förebyggande av störningar vid kollision
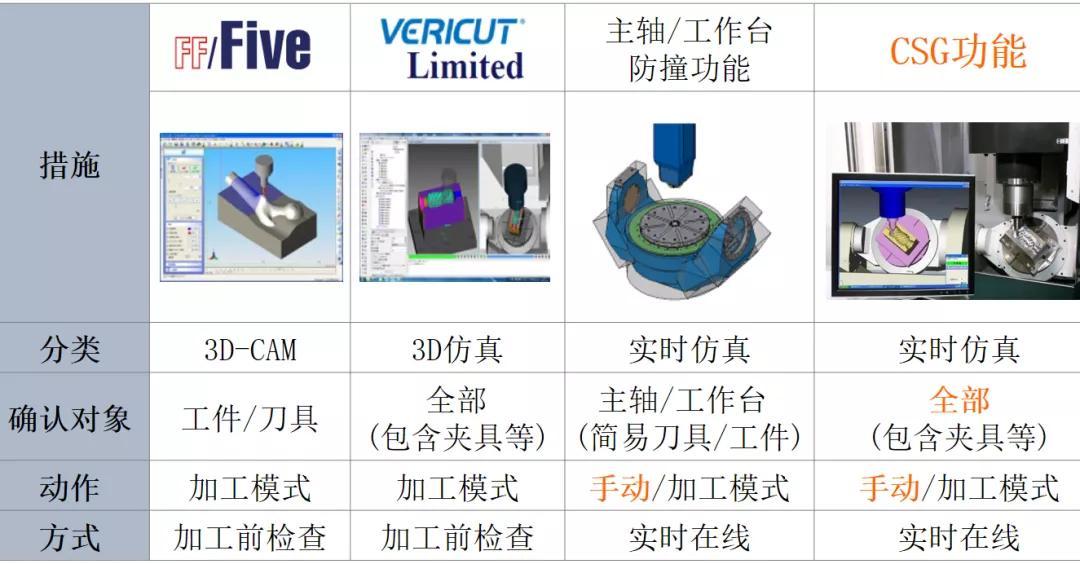
Förutom att använda datorbaserad programvara för störningsinspektion är Makinos 5-axliga bearbetningscenter utrustad med CSG-simulering i realtid online, vilket kan förhindra störningar även i manuellt läge.
CSG-funktionen för onlinesimulering i realtid kan kontrollera eventuella verktygsfel eller verktygslängdsinställningsfel innan bearbetningen, för att minimera nödstopp under drift. Under drift, baserat på förkalibrerade och justerade data, samt koordinater, offsetvärden och annan positionsinformation som läses från CNC-styrenheten, förutspås risken för störningar. När verktygsmaskinen slutar köra kan statusskärmen visas i realtid och de förutspådda störningsdelarna och axelrörelseriktningen kan bekräftas.
04
Korrigering av rotationscentrum
Förändringen i rotationscentrum orsakad av miljö- och temperaturförändringar kan påverka precisionen hos femaxlig bearbetning.Det bör kunna kalibrera automatiskt genom sonden, verifiera bearbetningsnoggrannheten för 3-axlig / indexering / 5-axlig bearbetning och se till att verktygsfelet är mindre än eller lika med; 4 μm.
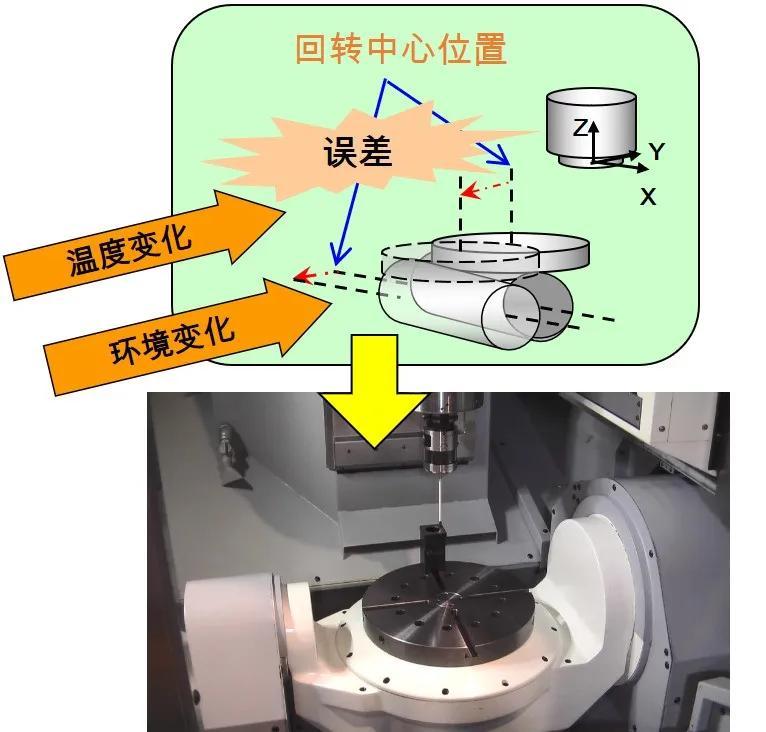
Kalibrera automatiskt det 5-axliga rotationscentret med hjälp av en sond
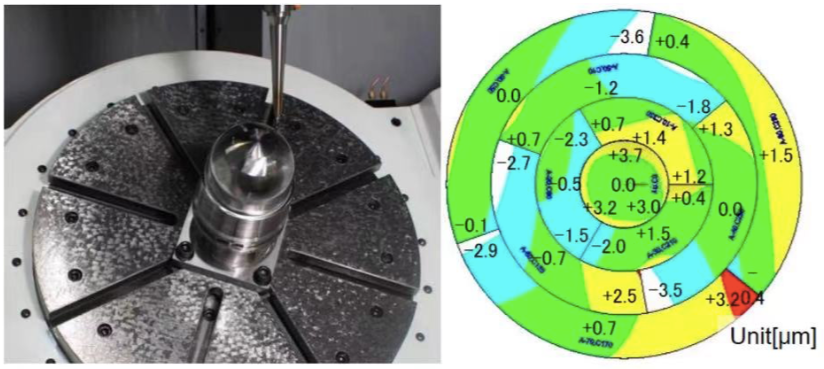
3-axlig/indexering/5-axlig bearbetning noggrannhetsverifiering bearbetning
05
Kopplingsnoggrannhet
Kopplingsnoggrannheten hos ett femaxligt bearbetningscenter återspeglar resultaten av flera faktorer. Ta Makino D200Z som exempel, ge bearbetningsfall för att ge referens för länkningsnoggrannhet.
Bearbetningsutrustning: D200Z
CAM:FFCAM
Material av arbetsstycke: NAK80 (40HRC)
Arbetsstyckestorlek: 140x140x35mm
Formhålighet: Klar vinkel R0.22mm, djup 20mm
Bearbetningstid: 1H35min/pocket
Skärverktyg: 7 par och 6 typer
Kopplingsnoggrannhet: Positionsnoggrannhet 2 μm, formnoggrannhet 3 μm
06
Processstöd
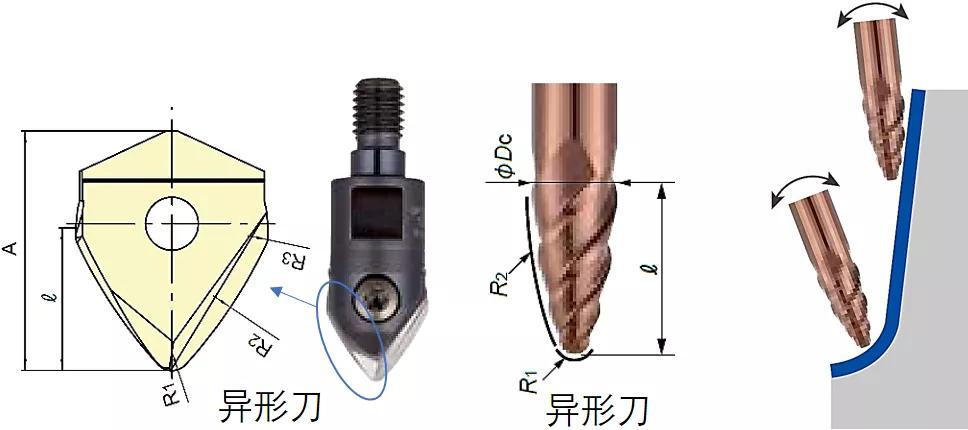
Bearbetningsprocessen i ett femaxligt bearbetningscenter avgör om utrustningens prestanda kan maximeras. Att använda oregelbundna skärverktyg kan till exempel avsevärt förbättra bearbetningseffektiviteten.
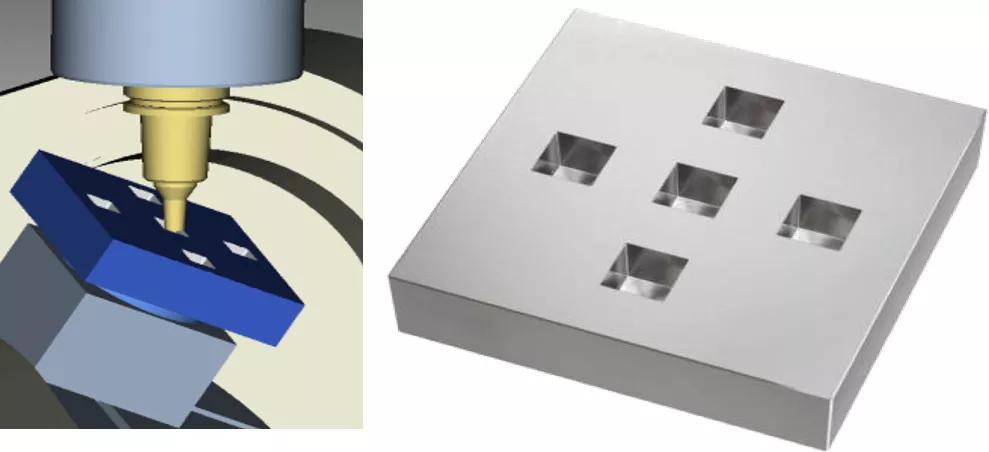
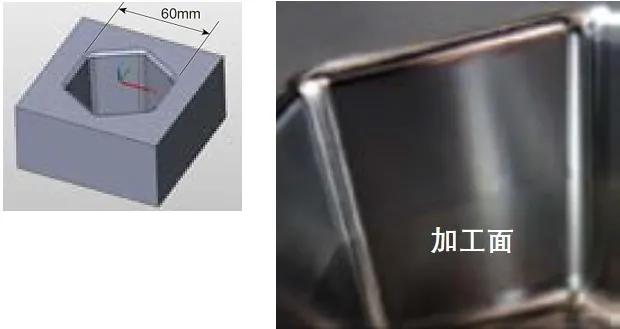
Process case: Effektiviteten ökas med 6 gånger!
Material: YXR33 (58HRC)
Form och storlek: som visas i figuren nedan, djup 30 mm, dragvinkel 2, frigående vinkel R3mm

Okej, det är allt för redaktören att dela här! Vissa elever säger att även efter att ha läst en artikel kan de fortfarande inte förstå det, precis som att titta på TV.Att lära sig UG programmering bra är faktiskt mycket enkelt, så länge du lär dig systematiskt av erfarna människor, kommunicerar mer med vänner, kollegor och klasskamrater. Ju hårdare du jobbar. Den lyckligare! Flytta allas lillfinger för att gå vidare till din egen vänkrets för att gynna fler partners










