English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


01
Bearbetningsutrustning
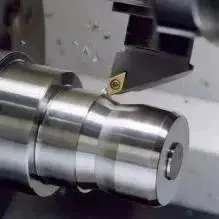
1. Vanlig svarv:
Svarvar används främst för bearbetning av axlar, skivor, hylsor och andra arbetsstycken med roterande ytor, och är den mest använda typen av verktygsmaskin inom mekanisk tillverkning. (Kan uppnå en noggrannhet på 0,01 mm)
2. Vanlig fräsmaskin:
Den kan bearbeta plana ytor, spår samt olika böjda ytor, kugghjul etc. och kan även bearbeta mer komplexa profiler. (Kan uppnå en noggrannhet på 0,05 mm)
3. Slipmaskin
En slipmaskin är en verktygsmaskin som slipar ytan på ett arbetsstycke. (Kan uppnå en noggrannhet på 0,005mm, små delar kan uppnå 0,002mm)
4. CNC svarv
Främst bearbetning av bulkprodukter, högprecisionsdelar, etc. (Kan uppnå en noggrannhet på 0,01 mm)
5. CNC fräsmaskin
Främst bearbetning av bulkprodukter, högprecisionsdelar, komplexa delar, stora arbetsstycken etc. (Kan uppnå en noggrannhet på 0,01 mm)
6. Trådskärning
Elektroden som används för långsam tråd är mässingstråd, och mellantråden är molybdentråd. Långsam trådbearbetning har hög precision och god ytjämnhet. Bearbeta några precisionshål, precisionsspår, etc. (Långsam tråd kan uppnå en noggrannhet på 0,003mm, medium tråd kan uppnå en noggrannhet på 0,02mm)
7. Sparkmaskin
Elektrisk urladdningsbearbetning kan bearbeta material och komplexa formade arbetsstycken som är svåra att skära med vanliga skärmetoder, utan att påverkas av materialhårdhet eller värmebehandlingsförhållanden. (Kan uppnå en noggrannhet på 0,005mm)
02
Processkunskap
1) Hål med en noggrannhet mindre än 0,05 mm kan inte fräsas och kräver CNC-bearbetning; Om det är ett genomgående hål kan det också skäras av tråden.
2) Precisionshålen (genom hål) efter kylning kräver trådskärning bearbetning; Blinda hål kräver grov bearbetning före kylning och precisionsbearbetning efter kylning. Icke precisionshål kan göras på plats före släckning (lämnar en släckningsmängd på 0,2 mm på ena sidan).
3) Spår med en bredd av mindre än 2 mm kräver trådskärning, och spår med ett djup av 3-4 mm kräver också trådskärning bearbetning.
4) Den minsta tillåtna tilldelningen för grovbearbetning av härdade delar är 0,4 mm, och tilldelningen för grovbearbetning av icke härdade delar är 0,2 mm.
5) beläggningens tjocklek är i allmänhet 0,005-0,008mm, och det bör bearbetas enligt förpläteringsdimensionerna.
03
Processarbetstider
Processtid=beredningstid+bastid
Förberedelsetid avser den tid som arbetstagarna förbrukar för att bekanta sig med processdokument, samla in tomma föremål, installera fixturer, justera verktygsmaskiner, demontera fixturer etc. Beräkningsmetod: Beräkning baserad på erfarenhet.
Grundtiden är den tid som förbrukas för att skära av metallen.
04
Beräkningsmetod för noteringskostnader
Bearbetningskostnad= (materialkostnad + bearbetningskostnad) * 1.2
Koefficienten 1,2 omfattar förvaltningsavgifter
Utrustningskostnad= (bearbetningsmaterialkostnad + bearbetningskostnad + inköpskostnad + monteringskostnad och felsökningskostnad + designkostnad) * 1.2
Koefficienten 1,2 omfattar förvaltningsavgifter
Material kostnad = vikt (densitet * volym) * enhetspris (yuan / kg)
Behandlingsavgift = processtimmar * enhetspris (yuan / timme)
Japansk anskaffningskostnad (yuan)=inköpspris (yen)/växelkurs
Kostnaden för inhemsk upphandling ska baseras på leverantörens offert
Design avgift = arbetstid * enhetspris (yuan / timme)
Citationsinformation:
1) Svarv: 60 yuan/timme
2) Fräsmaskin: 60 yuan / timme
3) Slipmaskin: 60 yuan / timme
4) Monterare: 80 yuan/timme
5) Bearbetningscenter: 60-120 yuan / timme
6) CNC svarv: 60-120 yuan / timme
7) Spark maskin: 80-150 yuan / timme
8) Långsam trådskärning: 60-150 yuan / timme; Börjar vid 80 yuan för små föremål, 0,06-0,08 yuan/mm2 för stora föremål efter område
9) Finhål urladdning: Kolstål, volfram stål, 1 yuan / mm för material med en diameter av 0,3 eller mer, 2-3 yuan / mm för material med en diameter av 0,3 eller mindre; 0,3 och högre, 1,8–2 yuan/mm
10) Förvaltningsavgift: Kostnadspris * 0,2