

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Bearbetning av kall plåt är processen att skära, forma, ansluta och andra processer kring råvaror som plåt, profiler och rör. Den har sina egna bearbetningsegenskaper och egenskaper, vilket skapar sitt eget unika bearbetningsinnehåll, produktionsprocess och driftsstandarder.
Det specifika arbetsinnehållet i plåtbearbetningen är relaterat till strukturen och komplexiteten hos plåtkomponenter.Generellt omfattar dess arbetsinnehåll och steg huvudsakligen följande.
Att förstå plåtdelsritningar är en förutsättning för plåtbearbetning, endast genom att förstå delritningar kan vi ytterligare analysera och klargöra komponenternas struktur, förstå komponenternas form, sammansättning, dimensioner och relevanta tekniska krav samt fortsätta med efterföljande bearbetning. Delaritningar av plåt är inte bara grunden för bearbetning, utan också grunden för produktinspektion, och är viktiga tekniska dokument i produktionen.
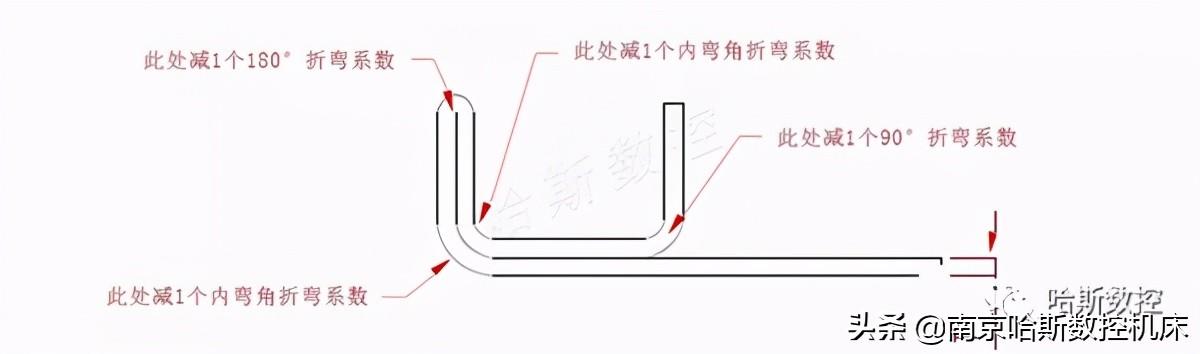
Efter analys och val av tillverkningsprocessen bör lämplig bearbetning utföras på den bearbetade komponenten (t.ex. tillägg av bearbetningstillstånd, bestämning av böjningsradien för det neutrala skiktet av den böjda komponenten etc.) och nödvändiga beräkningar (för delar med alltför komplexa beräkningar kan de också bestämmas genom experiment i produktionen) och veckning bör utföras för att erhålla utfällningsschemat (som är utfällningsschemat), utfällningsdata, märkning eller inspektionsmall för alla eller delar av de delar som noggrant ritats med ett förhållande 1:1 som krävs i produkttillverkningsprocessen. Avvikning och layout är den första processen för plåtbearbetning, och i huvudsak är det också ett av arbetsinnehållet i formuleringen av processpecifikationer (processdokument som specificerar tillverkningsprocessen och driftsmetoderna för plåtkomponenter).
Utarbetandet av processpecifikationer hör till produktionsteknikberedningen av plåtkomponenter, som i allmänhet slutförs av ingenjör och teknisk personal. I olika branscher och företag med olika skalor kan dock utarbetandet av processpecifikationer variera något beroende på komponenternas komplexitet, eller det kan finnas situationer där kallplåtstekniker eller ledande kallplåtsarbetare ansvarar för att slutföra dem. Vanligtvis behöver vanliga kallplåtsarbetare bara slutföra uppgifterna att markera (markera) det vecklade layoutdiagrammet för de bearbetade komponenterna, göra provstavar, mallar etc. baserat på relevanta tekniska dokument såsom vecklade layoutdiagram.
Panorama
Produktion och bearbetning: Baserat på relevanta plåtbearbetningsteknikdokument används olika plåtbearbetningsutrustning och verktyg, och olika bearbetningsmetoder (inklusive värmebehandling, ytbehandling, etc.) antas för att tillverka produkter som uppfyller kraven i plåtdelsritningar.
Vanligtvis omfattar tillverkningsprocessen för plåtbearbetning huvudsakligen processer för materialberedning, layout, bearbetning, montering, anslutning, korrigering och inspektion. Materialbearbetning avser främst beredning av råvaror och komponentblankor, inklusive kvalitetsberäkning av stål samt utjämning och rätning. När billettens storlek är större än de erforderliga specifikationerna för råvaran, är skarvning också nödvändig, och materialberedningsarbetet inkluderar märkning, skärning och anslutning. Layout är att rita ett layoutdiagram baserat på produktens mekaniska ritning, för att bestämma den faktiska formen och storleken på delarna eller produkterna, för att göra ett prov och använda provet för att rita bearbetningslinjer, olika positionslinjer osv. (dvs. märkning) på råvarorna (eller blankarna). Skärning är processen att separera delar eller ämnen från råvaror med metoder som skjuvning, stansning eller gasskärning, baserat på den linjeform som ritats under märkningen. Enligt de olika kraven på delarna måste vissa blanks fortfarande genomgå stämpling och andra metoder genom formar innan de kan bearbetas och formas. Under formningen kan den delas in i böjformning och pressformning enligt olika egenskaper, och ytterligare delas i kallarbetande formning och varmpressning enligt olika temperaturer under formning.
Montering och anslutning av stålkonstruktioner innebär montering av olika stålkonstruktionskomponenter i delar eller produkter, och anslutning av dem som helhet med hjälp av svetsning, nitning, bultsanslutningar och andra metoder. Hela monteringsprocessen av stålkonstruktioner måste genomgå noggranna och rigorösa kvalitetskontroller för att förhindra påverkan på produktkvaliteten på grund av okvalificerade material, felaktiga processpecifikationer eller delar eller komponenter som inte uppfyller toleranskraven som kommer in i monteringen.
När deformation upptäcks i delar, komponenter och produkter under inspektion utförs vanligtvis vissa korrigerande arbeten, vilket också är en viktig egenskap för stålstrukturens tillverkningsteknik.
Slutligen, för att förbättra komponentytan korrosionsskydd, slitstyrka, dekorativa och andra funktioner, måste de komponenter som har slutfört produktionen och bearbetningen ofta genomgå efterföljande beläggningsbehandling (främst galvanisering, målning etc.). För att säkerställa kvaliteten på varje bearbetningssteg och den färdiga produkten av komponenterna måste strikta inspektionssystem också införas (inklusive självkontroll av bearbetningsföretaget själv och specialiserad inspektion av särskilda inspektörer).
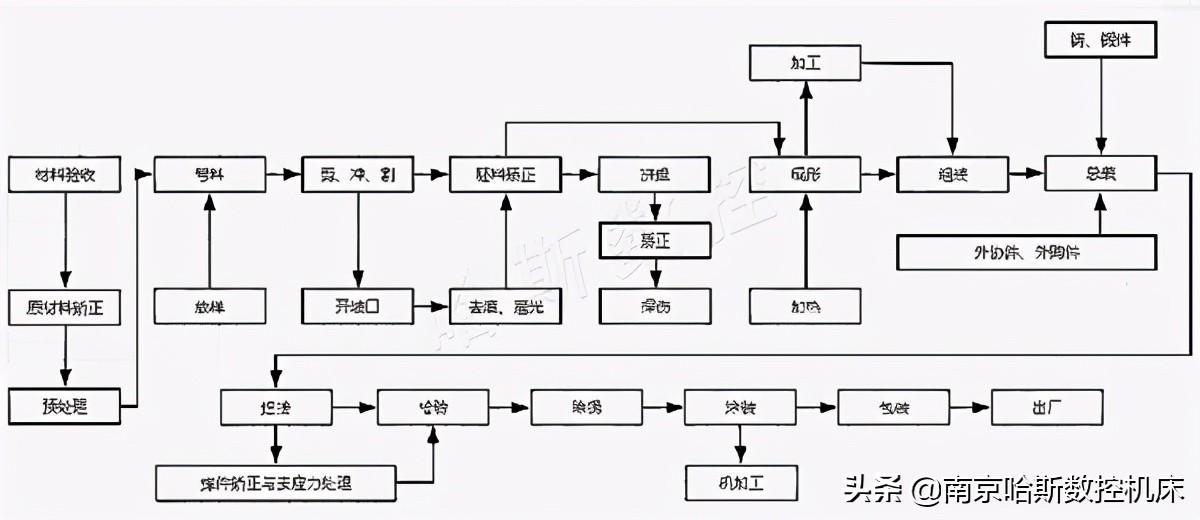
Processflödet för plåtbearbetning avser hela processen att gradvis ändra form, storlek, materialegenskaper eller montering och svetsning av delar i en viss ordning under produktionsprocessen, tills en plåtdel som uppfyller kraven på form och storlek tillverkas. För en mer komplex strukturell del måste dess produktion och bearbetning genomgå många processer såsom materialberedning, veckning och layout, skärning av blank, formning och montering för att slutföras. På grund av det faktum att kallbearbetning av plåt ofta kombineras med svetsning, metallskärning, värmebehandling och inspektionsprocesser för att bilda en komplett produkttillverkningsprocess, dess processflöde omfattar ofta ovanstående bearbetningssteg, som visas i flödesschemat nedan.
 processdiagram
processdiagram
Processflödet är ett viktigt tekniskt dokument som styr hela komponentbearbetningsflödet, organiserar och hanterar produktion och bearbetning. För bearbetning av delar som inte slutförs i en verkstad eller ens en fabrik är det också en viktig grund för flödet av processer, arbetsfördelning och samarbete samt ömsesidig koppling och samarbete mellan olika verkstäder.
På grund av det faktum att processflödet är hela vägen som anges för varje komponent i komponenten från råvaror till färdigställandet av hela komponenten, kallas det också processvägen.
Processpecifikationen för plåtbearbetning anger bearbetningsflödet för delar, medan det specifika bearbetningsinnehållet styrs och styrs av processpecifikationen.
Processspecifikationen är ett tekniskt dokument som styr tillverkningsprocessen av delar och väljs av processtekniker utifrån kraven på produktritningar, arbetsstyckets egenskaper, tillverkningssats samt företagets befintliga utrustning och produktionskapacitet. Efter noggrann omfattande analys och jämförelse av flera möjliga processystem är det optimala processystemet tekniskt genomförbart och ekonomiskt rimligt. I det tekniska dokumentet anges det blank som används för delen, dess bearbetningsmetod och särskilda bearbetningsmått. Arten, kvantiteten, sekvensen och kvalitetskraven för varje process. Utrustningsmodeller och specifikationer som används i varje process. Formen av bearbetningsverktyg (såsom hjälpverktyg, skärverktyg, formar etc.) som används i varje process; Kvalitetskrav och inspektionsmetoder för varje process. För en stor och komplex konstruktionskomponent av plåt kräver plåtarbete ofta samarbete av yrkesarbetare, såsom svetsare och kranförare.För plåtkomponenter som bearbetas direkt med hjälp av tryckbearbetningstekniker (t.ex. pressar, hydraulpressar osv.) kallas det ofta stämplingsarbete. För bearbetningstekniken som använder svetsning för komponentmontering kallas det ofta svetsteknik, medan för monteringsprocessen som kräver både mekanisk bearbetning och svetsning, nitning och annan bearbetningsteknik kallas det direkt monteringsteknik eller nitteknik.
Det bör noteras att processpecifikationerna inte är fasta och att de kontinuerligt behöver förbättras och förbättras i produktionspraxis, eftersom deras rationalitet varierar beroende på olika företag, produktionsförhållanden och till och med olika aktörers tekniska nivå. En allmän princip är dock att förberedelserna av processförfaranden bör säkerställa en progressiv teknik, genomförbarhet i processen och rationalitet i ekonomin, samtidigt som goda arbetsförhållanden bibehålls.
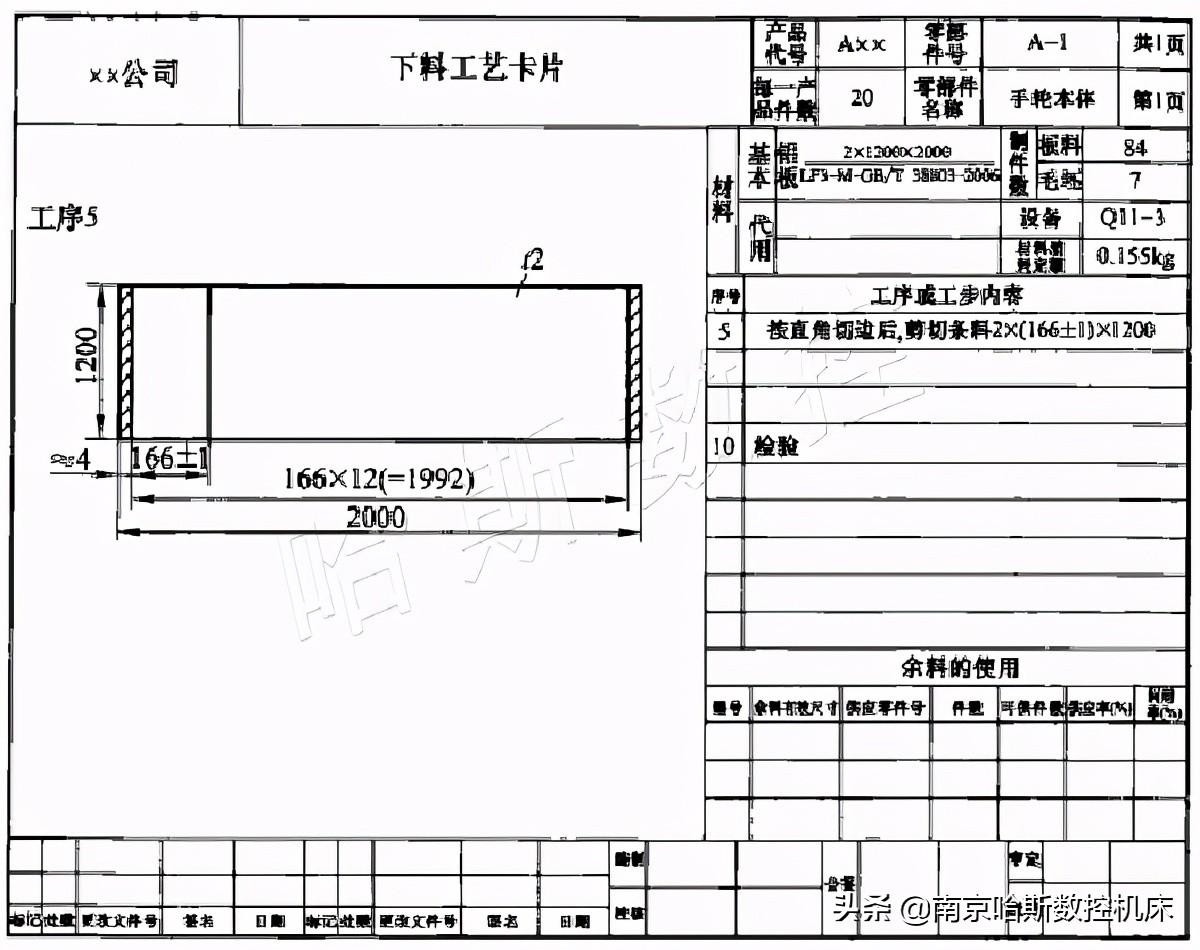
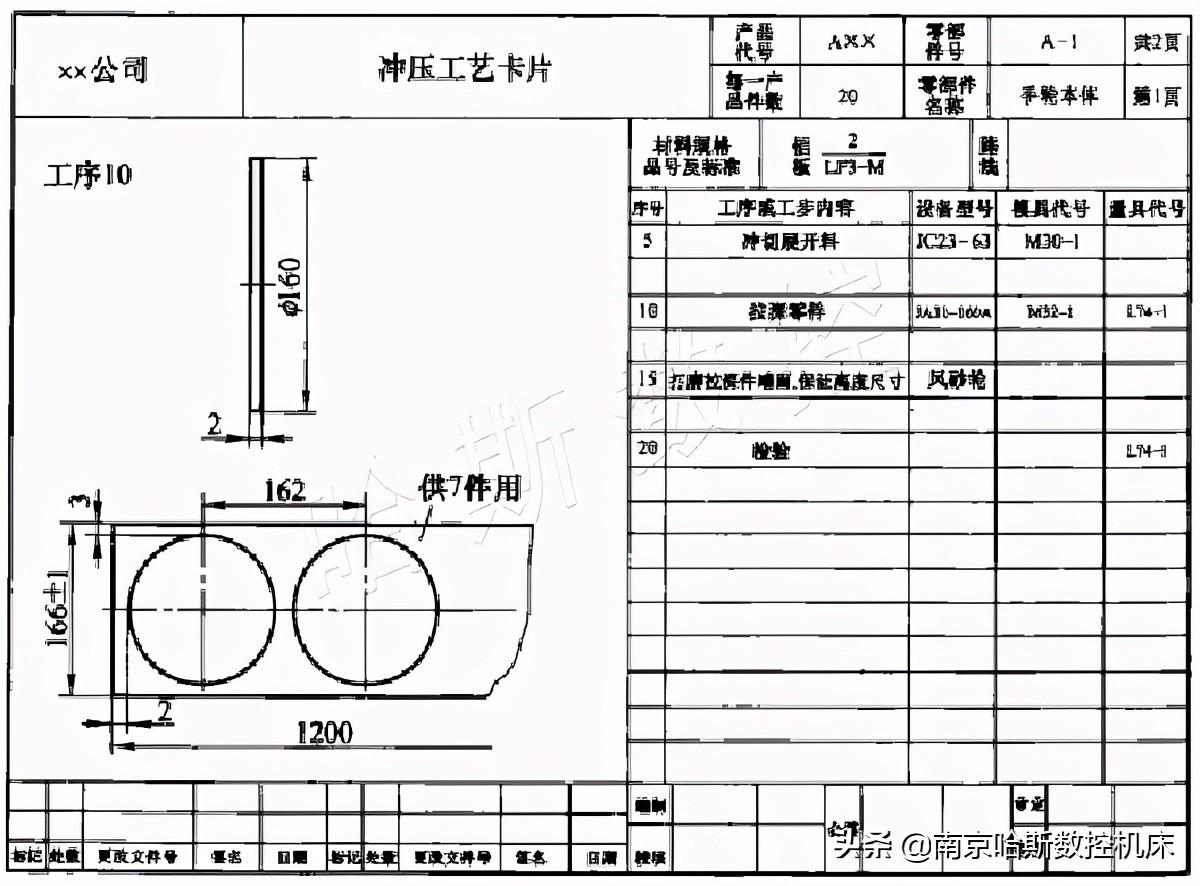
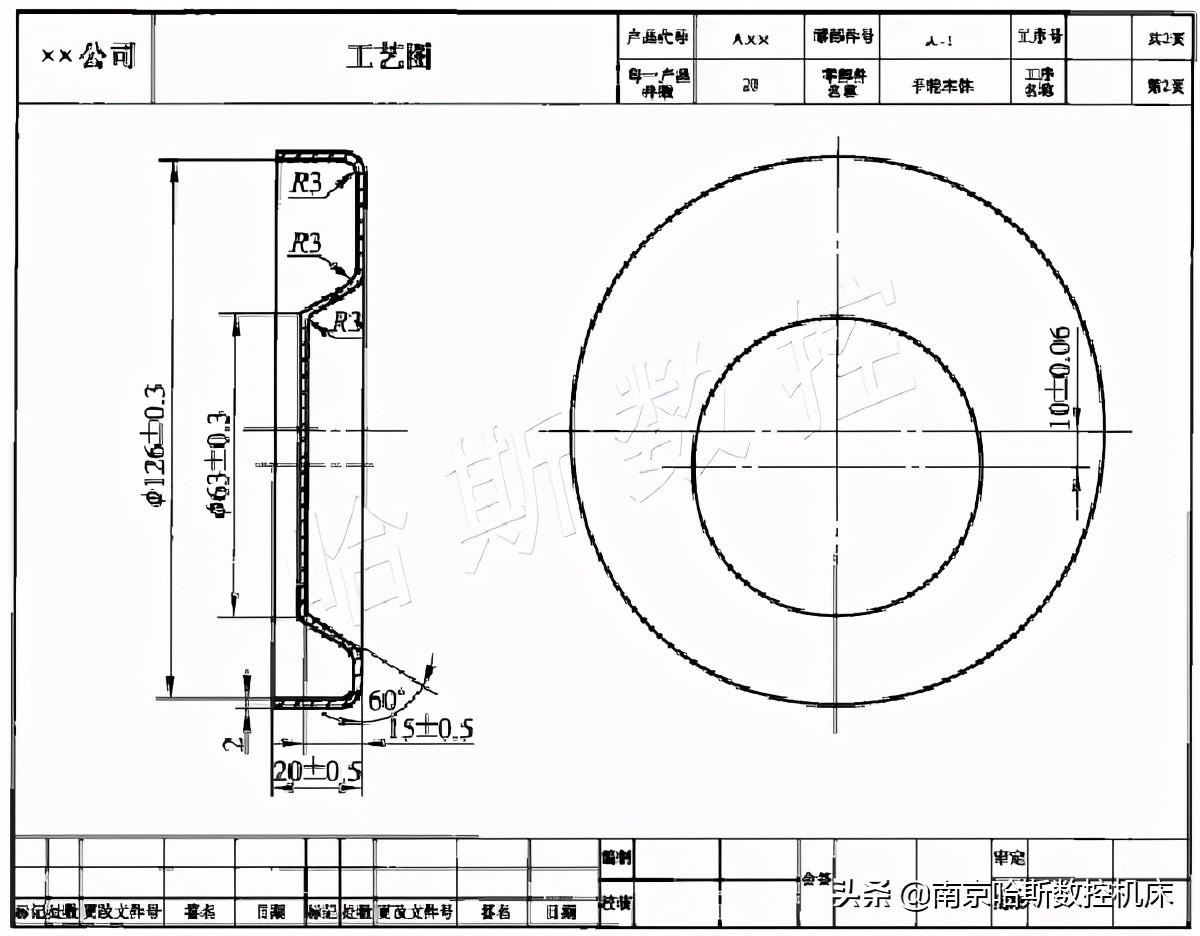
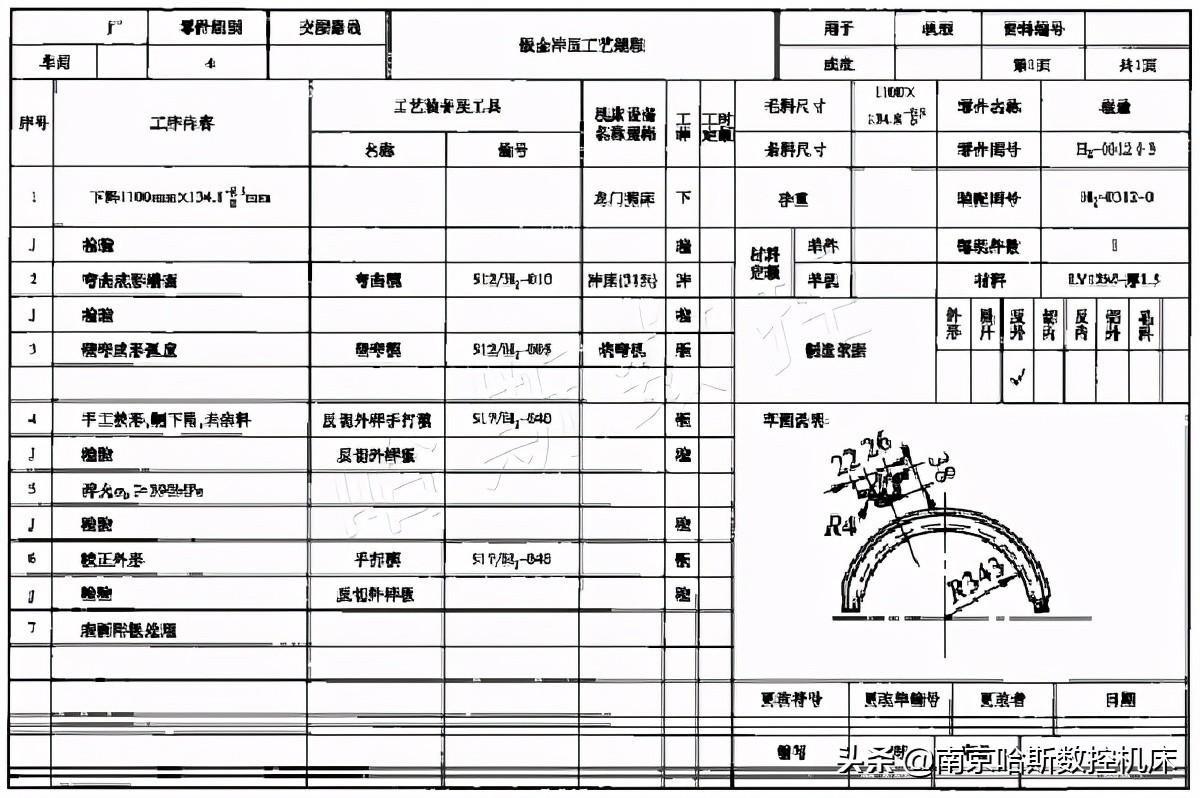
Som visas i processdiagrammet är delen handhjulshuset av ett visst företags produkt, tillverkad av 2 mm tjock LF3-M (5A03).Produktionssatsen är stor, och det krävs att efter att delen har bildats, det inte finns någon uppenbar gallring av materialtjocklek eller sprickor efter inspektion. Skär- och skärprocesskortet i bilden är skär- och skärprocessen. Eftersom delarna huvudsakligen slutförs med hjälp av en pressmaskin med motsvarande formar, kallas den efterföljande bearbetningen stämpling bearbetning. Stämpelprocesskortet och processdiagrammet i bilden är stansningstekniken för delen.
Anledningen till att implementera kodhantering för formar och mätverktyg (mätare, prover) i processkortet är att underlätta produktions- och teknisk hantering av formar och mätverktyg. På samma sätt arrangerar vissa företag för produktions- och teknikledningens behov skärning av stämpeldelar och annat material som en oberoende verkstad, och deras handböcker för stämpelbehandling kallas också gemensamt skärkort. Vissa företag kan, baserat på sina egna egenskaper, integrera skärning av stämpeldelar med stämplingsverkstaden, och i detta fall kan skärkortet och stämplingskortet också kombineras till ett.
 Skärprocesskort
Skärprocesskort
 Stämpelprocesskort
Stämpelprocesskort
 processdiagram
processdiagram
 Specifikation för plåtstämpling
Specifikation för plåtstämpling
Generellt sett, när det gäller bearbetningstekniken för alla plåtdelar, kompletteras den ofta inte av en enda skär- och stansningsverkstad. Många delar kan också blandas med mekanisk bearbetning, värmebehandling, ytbehandling osv. Verksamhetsstyrning över olika verkstäder och avdelningar styrs av motsvarande processpecifikationer. Men i olika branscher, på grund av skillnader i produktionsprodukter och bearbetningsvanor, särskilt när plåtkomponenter med låga yrkesmässiga tekniska krav och låg komplexitet, sammanställs ofta en omfattande processpecifikation för att styra produktionen. Specifikationen för plåtstämplingsprocessen är specifikationen för stämplingsprocessen för ramkanten (tillverkad av 1,5 mm LF12M-material) på ett visst företags produkt.










