English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

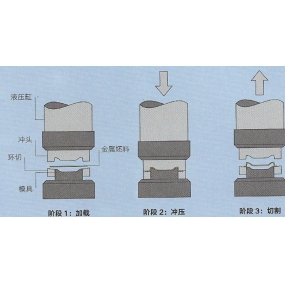
Det sägs att formar är moder till industrin, men vad exakt är en kontinuerlig stämpling mögel?
I allmänhet är den så kallade kontinuerliga stansningen processtrukturen för att kombinera flera projekt i samma stansning, gänga materialbandet i stansningen och stämpla ett steg i taget för att skapa en komplett hårdvara.
Stämpling Forming: Bland olika typer av stämplingsformar är kontinuerliga stämplingsformar mest lämpliga för massproduktion på grund av sin höga produktionseffektivitet.Dessutom har kontinuerliga stämplingsformar ett brett utbud av applikationer och kan användas för olika hårdvara delar.

De viktigaste fördelarna med kontinuerlig stämpling formar är:
1. Produktion med coil material resulterar i lägre materialutnyttjande och sparar nackdelen med kontinuerlig matning.
2. Engineering och strukturell design är mer flexibla.
3. En stans kan producera flera PCS, med snabb produktionshastighet och hög effektivitet.
4. Samma uppsättning formar kan producera flera produkter samtidigt.
5. Lätt att uppnå automatiserad produktion, sparar mycket arbetskraft och materiella resurser.

Bekräftelseobjekt för granskning av färdiga produktritningar före formdesign och öppning:
1. Kant och rullning riktning, färdig produkt material och tjocklek.
2. lindningsriktningen av den kontinuerliga remsan (var uppmärksam på om galvanisering krävs).
3. Annotationerna måste vara tydliga och främmande språk måste översättas och kommenteras.
4. Om dimensionerna och toleranserna för den färdiga produktritningen är helt markerade.
5. Vad är vinkelmetoden för vyn, och är de dimensioner som anges i metrisk eller kejserlig.
6. Påverkar skäreggens position funktionen eller monteringen av den färdiga produkten.
Om de båda sidorna av den böjda delen vid roten av den färdiga produkten är symmetriska, asymmetri kan orsaka avvikelse efter böjning, och måste förhandlas med kunden.
8. Försök att få produktanvändningsfunktioner och relaterat innehåll från kunder så mycket som möjligt.
Om måtten eller toleranserna är orimliga, saknade eller oklara ska kunden skriftligen underrättas och uppmanas att lämna ett skriftligt svar, som ska behållas fullt ut för framtida referens.

Försiktighetsåtgärder för att öppna inställningar:
1. Storleksinställningen bör vara logisk, till exempel hål och kontaktböjningshöjd bör ställas in med övre gränser.
Den nedre gränsen bör ställas in för den böjda formens veckade storlek och rotstorleken på den vikta innerdiametern.
3. När det finns ett krav på CPK-värde måste toleransintervallet multipliceras när CPK är 1,33 och multipliceras när CPK är 1,67
Ställ in den senare.
4. När det finns krav på galvanisering bör dimensionerna före och efter galvanisering övervägas.
5. SUS (rostfritt stål) O material är relativt mjukt, och det kommer att finnas en sträckning mängd när det böjs över 80 grader
Uppmärksamhet måste iakttas vid veckning runt 0,10-0,12.
6. När du böjer och formar i en sicksack form, kommer det att finnas en sträckning mängd, och uppmärksamhet måste ägnas när du viker ut.

Konstruktionsprocess för kontinuerlig stämpling:
1. Färdig produkt som utvecklar inställningsvärden och böjningsinställningsvärden.
2. Ställ in riktningen för färdiga produkter fräsar och rullande riktning.
3. Ställ in det vecklade diagrammet (tre vyer).
4. Ställ in det tekniska strukturdiagrammet.
5. Diskussionsmöte om ny mögelkonstruktion struktur.
6. Ta isär delar och dra.
7. Korrekturläsning och ritning.

Fastställande av luckor mellan olika material:
1. Skjuvgapet i mässing (C2680) är 4% (materialtjocklek 0,04 = ensidig gapstorlek).
2. skjuvgapet av fosforkoppar (C5191 / C5210) är 5% (materialtjocklek 0,05 = ensidig gapstorlek).
3. skjuvgapet på västra whiteboard (C7701 / C7521) är 5% (materialtjocklek 0,05 = ensidig gapstorlek).
4. skjuvgapet för SPCC / SPCE är 4% (materialtjocklek 0,04 = ensidig gapstorlek).
5. skjuvgapet i rostfritt stål (SUS) är 4% (materialtjocklek 0,04 = ensidig gapstorlek).
6. skjuvgapet av aluminium är 2% (materialtjocklek 0,02 = ensidig gapstorlek).