

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hej alla, i vår bearbetningsindustri har det alltid varit ett huvudvärk problem, vilket är felfrekvensen i drift.Jag tror att någon vän i bearbetningsindustrin har en djup förståelse för detta problem.
Jag ägnade lite tid åt att organisera standardprocessen för CNC-drift idag och om vi följer denna process tror jag att det kan minska en hel del onödiga fel.
Ledare eller vänner som är nya i branschen kan samla in den, skriva ut den och hänga den på verktygsmaskinen.

1. Beredning
Förbered nödvändiga verktyg, utrustning etc. Det första du ska göra på jobbet varje dag är att kontrollera om verktygsmaskinens olika parametrar är normala, till exempel om det finns något onormalt ljud vid start, om de olika komponenterna i verktygsmaskinen kan fungera normalt, om smörjoljan, spindeloljan etc. är normala och fria från turbiditet, och att förbereda en checklista för verktygsmaskinen. Om det sker en bearbetning överlämnande, är det bäst att lämna över den i skriftlig form snarare än muntligt för att förhindra ömsesidig buck passerar.
2. Slå på
Om maskinen inte har kört länge, kör uppvärmningsprogrammet i 5 till 10 minuter efter start. Hastigheten och matningshastigheten ökar gradvis från 20% till 80% tills maskinens förvärmning är klar.
3. Programblad
Innan bearbetning är det nödvändigt att noggrant läsa programbladet och ritningarna, bekräfta att bearbetningsjobbets nummer är samma och storleken är densamma och placera arbetsstyckets riktning enligt programbladet.
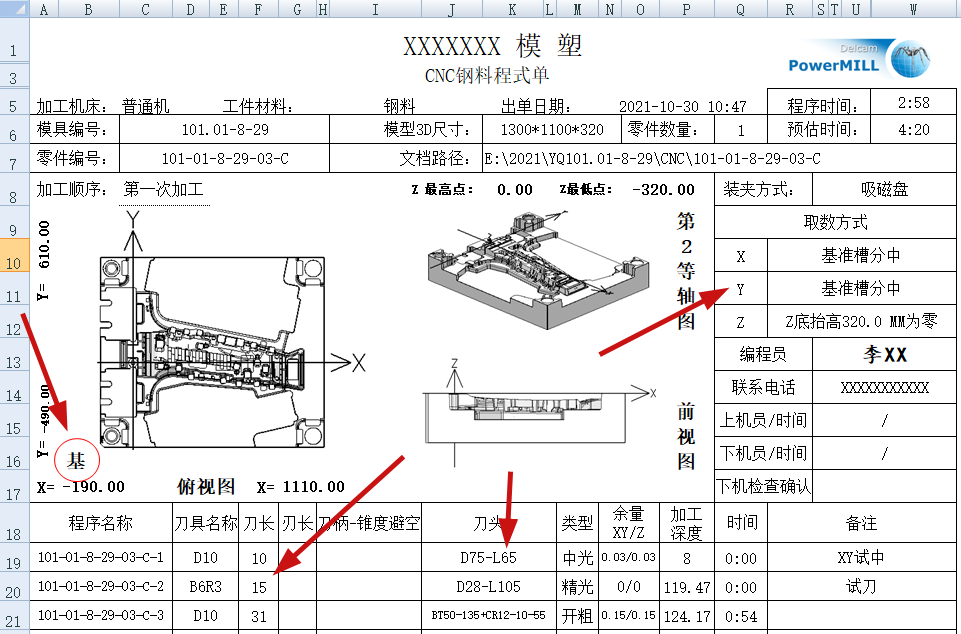 Processing Program Sheet
Processing Program Sheet
4. Innan du går ombord på maskinen
Innan arbetsstycket sätts på maskinen bör arbetsbänken rengöras noggrant, om det finns fräsar på arbetsstycket bör det rengöras med en fil och torkas av från damm, oljefläckar, vattenfläckar etc.
5. Tabelltryck
När du gör en tabell är det viktigt att notera att om det är ett jämnt material bör parallellismen, vinkeln och nivån hos materialet kontrolleras, och arbetsstyckets vinkellinjal bör bekräftas innan tabellen kalibreras.
6. Poäng i mitten
Under uppdelningen ska referensvinkeln på programbladet tydligt ses, efter uppdelningen ska den kontrolleras igen, och vid behov ska teamledaren eller kollegorna kontrollera varandra.
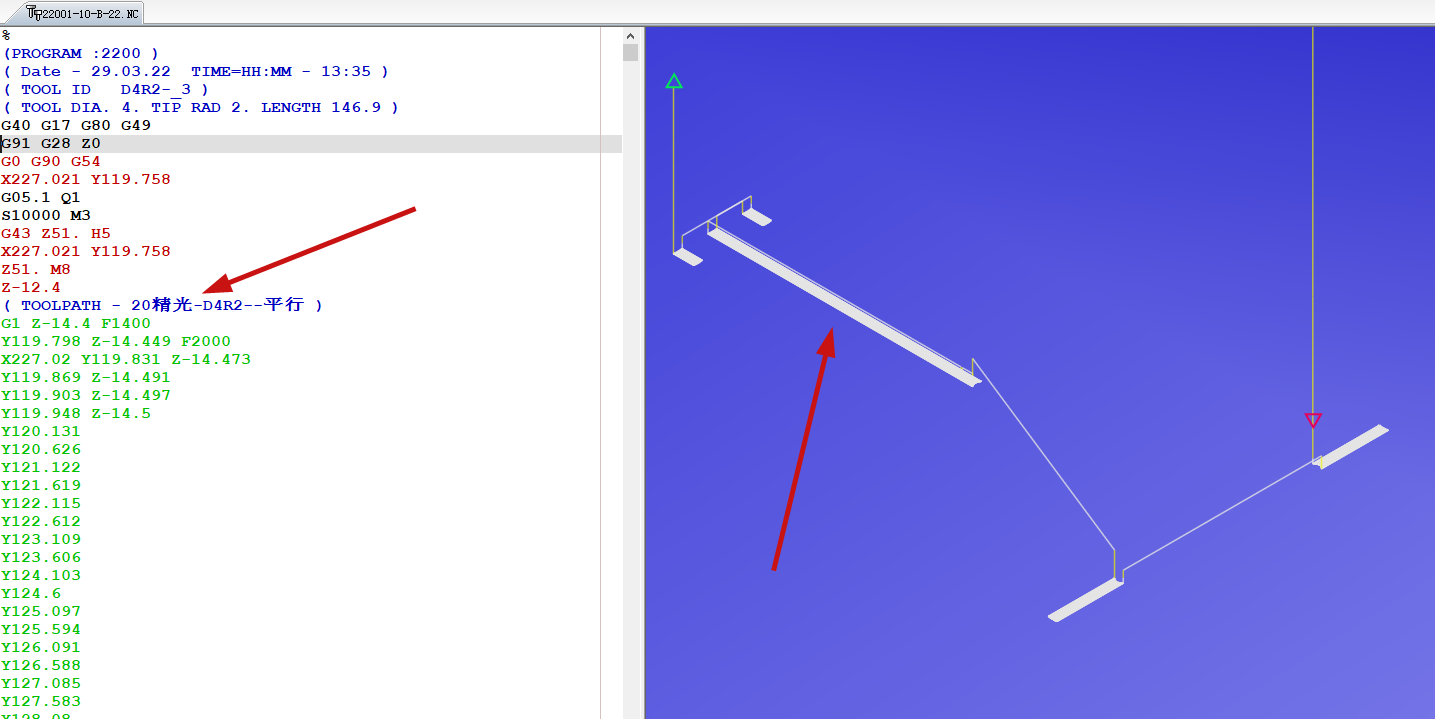
7. Simulering
Innan varje program startas bör simuleringen av verktygsbanan kontrolleras för att säkerställa att det inte finns några problem med programmet under bearbetningen. I början av bearbetningen bör matningshastigheten ställas in som en bas eller köras i ett enda avsnitt. När verktyget går in normalt, bör hastigheten ökas och det första skäret göras för att bekräfta om djup och skärposition är korrekt. Om det uppstår några problem, bör bearbetningen stoppas omedelbart.
8. Bearbetningsprocess
Under bearbetningsprocessen är det nödvändigt att noggrant övervaka slitaget på verktygspartiklarna eller skärverktygen, slipa verktygen i tid och ersätta verktygspartiklarna för att undvika verktygsbrott eller skador på verktygshållaren. När bearbetningen körs normalt, förbered dig för nästa program eller arbetsstycke och ordna bearbetningstiden rimligt.
9. Självkontroll av slutförande
① Efter att arbetsstycket har bearbetats är det första steget självinspektion, och först efter att ha passerat inspektionen kan det tas bort från maskinen. Placera sedan arbetsstycket i det bearbetade området.
② När behandlingsfel upptäcks, vänligen meddela omedelbart den ansvariga personen på plats.
10. 6S-specifikation
Operatörerna bör placera verktyg och arbetsstycken i lämpliga positioner under hela arbetsprocessen och hålla området rent och snyggt och verkligen uppnå "organisation, korrigering, rengöring, renlighet, läskunnighet och säkerhet".
11. Överlämnande
Innan du lämnar arbetet är det nödvändigt att överlämna arbetet till nästa operatör baserat på programbladet, klargöra var det inte har gjorts, vad som behöver uppmärksamhet och vad som är brådskande, och föra register.
Ovanstående är min förståelse för CNC-bearbetningsprocessen.Om du har några bättre processer eller felförebyggande åtgärder, lämna ett meddelande för att diskutera och göra framsteg tillsammans.










