English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

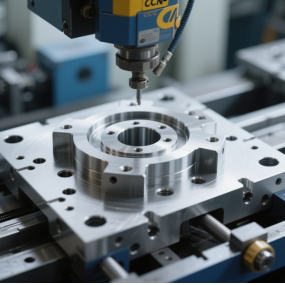
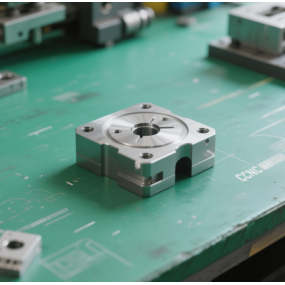
CNC-bearbetning, även känd som dator numerisk styrning bearbetning, är en tillverknings- och bearbetningsteknik för delar och produkter under datorkontroll. Det finns olika sätt att utforma fixturer för CNC-bearbetning, och följande är de viktigaste metoderna: 1.Direkt hitta centreringsklämman: Detta är en metod för att direkt klämma arbetsstyckets position på verktygsmaskinen, vilket kan uppnås med hjälp av en urtavla, en märkningsplatta eller visuell inspektion. Märkning och hitta centreringsklämman: Rita centerlinjen, symmetrilinjen och bearbetningslinjen för varje yta som ska bearbetas på blanken enligt delritningen och installera sedan arbetsstycket på verktygsmaskinen för att bestämma arbetsstyckets klämposition. Denna metod kräver hög teknisk kompetens från arbetstagare och används vanligtvis för produktion av enstaka delar eller situationer där storleken tolerans för blanket är stor. Med hjälp av specialiserade fixturer: fixturer speciellt utformade enligt kraven i bearbetningsprocessen, med positioneringselement på dem för att snabbt inta rätt position för arbetsstycket i förhållande till verktygsmaskinen och skärverktyget. Denna typ av fixtur kan säkerställa arbetsstyckets positioneringsnoggrannhet utan kalibrering, med hög produktionseffektivitet, men det kräver design och tillverkning av specialiserade fixturer, som används i stor utsträckning i batch och storskalig produktion. Dessutom finns det några mer specifika fixturdesignmetoder: 1 Standardiserade fixturer: specialiserade fixturer monterade med delvis eller helt standardiserade delar som redan har standardiserats. När produkten byts och fixturen inte längre används kan den demonteras och standarddelarna kan sparas för framtida användning. 2. gruppfixtur: en fixtur utformad för en grupp delar med liknande installationsmetoder i en multi variation, liten satsproduktion mekanisk bearbetningsverkstad. Genom att göra små justeringar eller byta ut vissa positionerings- och spännkomponenter på fixturen är det möjligt att växla från bearbetning av ett arbetsstycke till bearbetning av ett annat. Kombinationsfixtur: består av en uppsättning standardkomponenter och beslag speciellt utformade och tillverkade för enkel montering och demontering, med fullständig utbytbarhet och slitstyrka. Efter användning av fixturen kan den enkelt demonteras, rengöras och lagras för framtida montering av nya fixturer. I processen med fixturdesign måste faktorer som bearbetningsnoggrannhet, produktionseffektivitet, spånborttagning bekvämlighet och arbetsstyckets ekonomi också beaktas. Korrekt val av positioneringsriktmärken, positioneringsmetoder och positioneringskomponenter, samt användning av snabba spännmekanismer och mekaniserade spännanordningar, är alla viktiga faktorer för att förbättra effektiviteten av fixturkonstruktionen.