English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

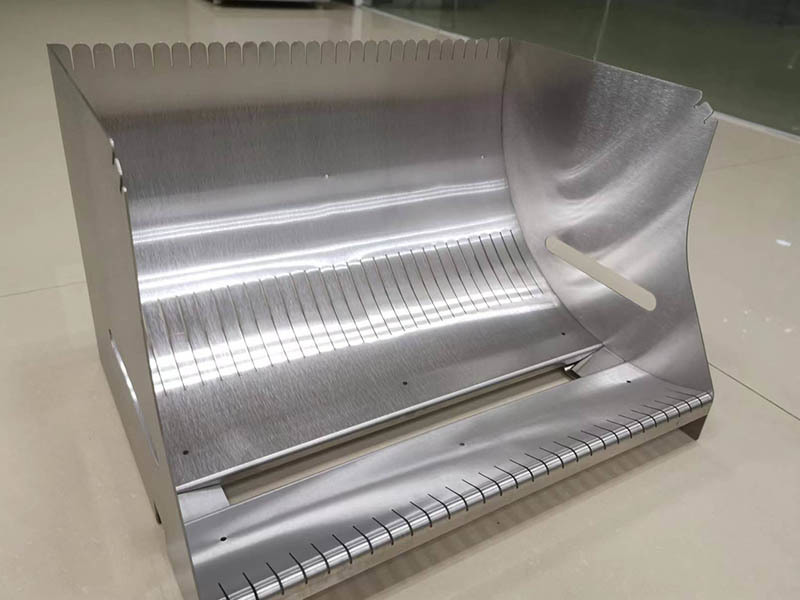
Funktionen för trimning stämpling die är att skära den sträckta plåten längs processkurvan för att uppnå den önskade kantstorleken.trimning die bör göras på plats under tillverkningsprocessen, och om plåten inte är ordentligt slipad kan olika problem såsom plåt rebound och deformation uppstå.
De största nackdelarna med trimning formar är:
1. Burr: avser de vassa hörnen kvar på tvärsnittet av den stämplade produkten under plåtskärning. Burrs är oundvikliga när plåten separeras och kan inte elimineras, men kan bara minskas. Därför finns det en viss acceptansprincip för nackdelen med borrar i stämplade delar, det vill säga längden bör inte överstiga 1/3 av materialtjockleken, och det bör inte påverka säkerheten för denna process, nästa process och slutanvändaren. Anledning till bristning förekomst: flisning av klippbladet block; Avståndet mellan de konvexa och konkava stansarna är stort; Små mellanrum mellan konvexa och konkava mögelkanter samt kanttrimning av vertikala kanter.
2. kanttrimning och stansning deformation: Denna nackdel manifesterar sig som kanttrimning, förvrängning efter stansning, håldeformation etc. Huvudorsakerna analyseras enligt följande: otillräcklig tryckkraft av presskärnan; Avståndet mellan presskärnan och trimkanten är för stort; Bladskador eller orimliga luckor. Avfall glider inte ner: Behandlingen av kanttrimning mögelavfall är mycket viktigt, eftersom det ofta leder till mögelskador, låg produktionseffekt och höga säkerhetsrisker på grund av oförmågan och svårigheten att släppa ut avfall.
Orsakerna till ovanstående problem är huvudsakligen följande: orimlig design av avfallsknivar; Lutningen av skjutbrädan är liten; Avfallsbladet har en liten tom rygg; Torka med andra komponenter i formen, till exempel om forminstallationsskruvarna är i glidriktningen.
4. Materialslaggskador: Problemet med materialslaggskador orsakas av införandet av materialslagg i den efterföljande processen under mögel trimning, vilket resulterar i skador på arbetsstycket.Frekvensen av skador är hög, vilket allvarligt påverkar arbetsstyckets kvalitet och produktionskraft.Allvarlig skada kräver plåtbearbetning, orsakar stora klagomål från efterföljande kunder och ökar produktionskostnaderna, vilket minskar marknadens konkurrenskraft för hela fordonet.
Den främsta orsaken är att gapet mellan OP20-trimkanten är för tätt, vilket resulterar i materialextrudering och slagg under trimningsprocessen. Skäreggen sätts in för djupt, vilket resulterar i kanttrimning och materialrester; Långvarigt slitage av bladet leder till magnetism, vilket gör att slaggen fäster vid arbetsstycket; Materialbeständigheten hos själva plåten är dålig, vilket resulterar i materialslagg.
Att förstå manifestationerna och mekanismerna för bristerna i kanttrimning stämplingsformar kan till viss del styra produktionen på plats. Endast genom att kontrollera varje process för att säkerställa kvaliteten på stämplade delar är kvalificerad, kan vi producera produkter med kvalificerad kvalitet och kundkännedom.
Denna artikel är från EMAR Mold Co., Ltd. För mer EMAR relaterad information, vänligen klicka: www.sjt-ic.com,