English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

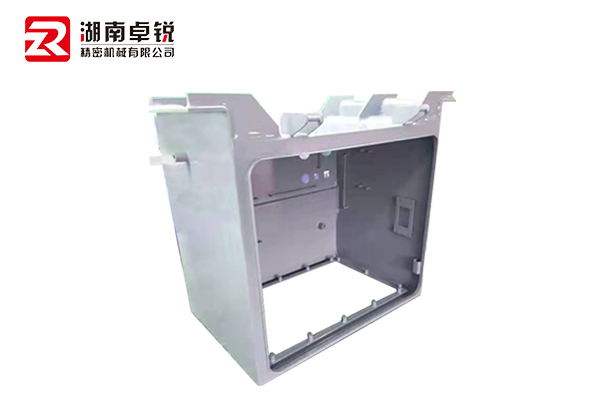
Processen med CNC svarvbearbetning liknar den hos vanliga svarvar, men på grund av det faktum att CNC svarvar är engångsklämning och kontinuerlig automatisk bearbetning slutför alla svarvningsprocesser, bör följande aspekter noteras:
1. Lämpligt välja skärparametrar
Det rimliga valet av skärparametrar (ap, f, v) spelar en viktig roll för att fullt ut utnyttja potentialen hos verktygsmaskiner och skärprestanda hos skärverktyg, uppnå hög kvalitet, hög avkastning, låg kostnad och säker drift.
Vid grov skärning överväger du först att välja en maximal bakskärmängd ap, välj sedan en större matningshastighet f och slutligen bestämma en lämplig skärhastighet v. Att öka mängden ap för bakskärning kan minska antalet klipptider, och att öka matningshastigheten f är fördelaktigt vid spånbrytning. Därför är valet av grovskärningsmängd baserat på ovanstående principer fördelaktigt för att förbättra produktionseffektiviteten, minska verktygsförbrukningen och sänka bearbetningskostnaderna.
Vid precisionsbearbetning krävs hög precision och ytgrovhet, och bearbetningsbeloppet är litet och enhetligt, därför bör tonvikten läggas på att säkerställa bearbetningskvalitet och maximera produktiviteten på denna grund. Därför bör en mindre (men inte för liten) bakskärmängd ap och matningshastighet f väljas under precisionsbearbetning, och skärverktygsmaterial med hög skärprestanda och rimliga geometriska parametrar väljas för att maximera skärhastigheten v.
2. Välj rimligt skärverktyg
1) Vid grov skärning är det nödvändigt att välja skärverktyg med hög hållfasthet och god hållbarhet för att uppfylla kraven på stor bakåtskärning och matningshastighet under grov skärning;
2) Vid precisionsbearbetning är det viktigt att välja verktyg med hög precision och god hållbarhet för att säkerställa den nödvändiga bearbetningsnoggrannheten.
3) För att minska verktygsbytestiden och underlätta verktygsjustering bör maskinklämda knivar och maskinklämda blad användas så mycket som möjligt.
3. Lämpligt välja fixturer
1) Försök att använda universella fixturer för att klämma arbetsstycken och undvika att använda specialiserade fixturer;
2) Justera positioneringsriktmärkena för delarna för att minska positioneringsfel.
4. Bestäm bearbetningsvägen
Bearbetningsvägen avser verktygets rörelsebana och riktning i förhållande till delen under bearbetningsprocessen av CNC-verktygsmaskinen
1) Bör kunna säkerställa bearbetningsnoggrannhet och ytgrovhetskrav;
2) Ansträngningar bör göras för att förkorta bearbetningsvägen och minska verktygens tomgångstid.
5. Förhållandet mellan bearbetningsväg och bearbetningstillstånd
I avsaknad av utbredd användning av CNC-svarvar bör för närvarande överdrivet utrymme för blank, särskilt det utrymme som innehåller smidda eller gjutna hårda skinnskikt, ordnas för bearbetning på vanliga svarvar. Om det är nödvändigt att använda en CNC svarv för bearbetning, bör uppmärksamhet ägnas åt det flexibla arrangemanget av programmet.
6. Viktiga punkter för installation av fixturer
För närvarande uppnås anslutningen mellan hydraulchucken och hydraulklämcylindern genom en dragstång. Nyckelpunkterna för att spänna hydraulchucken är följande: Använd först ett handtag för att ta bort muttern på hydraulcylindern, ta bort dragröret och dra ut det från spindelns bakre ände, använd sedan ett handtag för att ta bort chuckfixeringsskruven för att ta bort chucken.