

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Med Shenzhen Lida Precision Factory som exempel består vår produktionsprocess i allmänhet av 16 steg, som visas i följande figur.
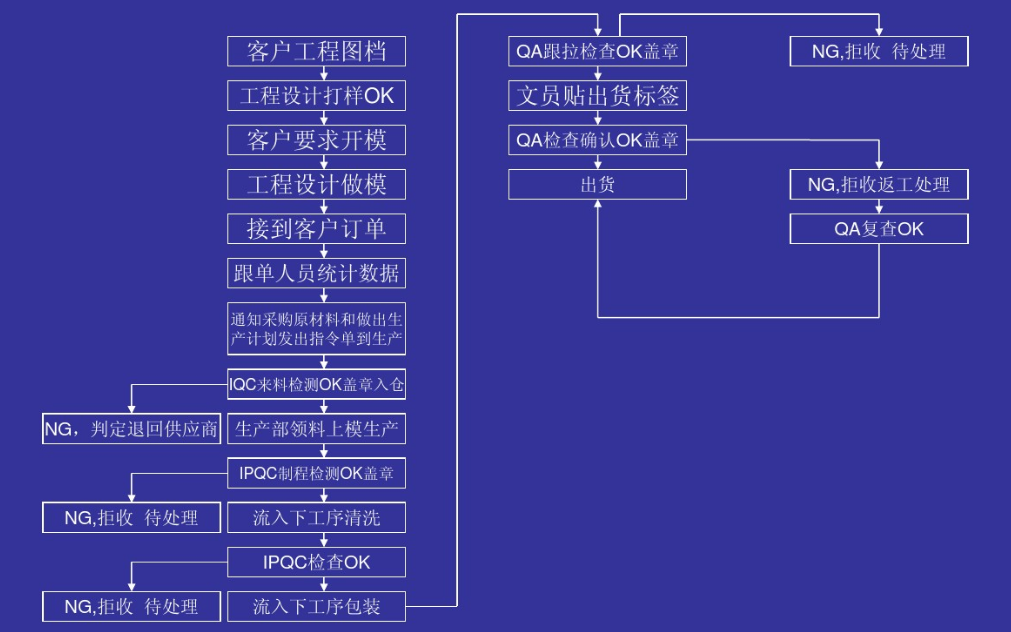
Vårt huvudsakliga fokus är följande:
1,Produktionsplan: Uppföljningsavdelningen ska omedelbart bekräfta lagerstatus för råvaror, färdiga produkter etc i fabriken efter att ha mottagit beställningen; Om de tekniska ritningarna och materialförteckningen finns på plats. Huruvida materialen kan vara i tid, i tid och på plats i tid; Ordna produktionsplanen och upprätta en kopia av produktionsinstruktionen som ska skickas till produktionsavdelningen.

2,Inkommande inspektion: För att säkerställa kvaliteten vid källan, är det nödvändigt att ta ett prov på ca 1 meter från varje rulle av råvaror för följande inspektion. Genom att visuellt inspektera och verifiera provet kontrolleras materialet för konsistens och materialets yta kontrolleras för oxidation, smuts och andra utseendefel. Använd en mikrometer för att kontrollera om materialets tjocklek och specifikationer uppfyller standarderna. Varje rulle provtas och utsätts för reflow lödning för att testa materialets höga temperaturmotstånd (om det finns några fel såsom deformation, färgskillnad, oxidation etc. på ytan efter att ha utfört högtemperaturprovning)

3,Efter att ha mottagit produktionsinstruktionsformuläret producerar produktionsavdelningen: material samlas in enligt kraven i instruktionsformuläret; Överför materialet i formen, böj och skär det genom flera pressar, vilket gör att materialet deformeras i den förväntade designriktningen av formen och formar arbetsstycket. Den första styckesordern måste inspekteras och bedömas enligt alla inspektionsobjekt i inspektionsguiden, och det första styckeprovet måste signeras och bekräftas innan produktionen påbörjas. Under produktionsprocessen är det nödvändigt att bära fingerbarnsängar vid start av maskinen och utföra regelbundna självkontroller.Om några fel upptäcks bör maskinen omedelbart stängas av för förbättring.

4,Tvättvatten: Minst två rengöringsprocesser. Ta ut arbetet i det område som ska rengöras och lasta det i en nätbehållare, lägg det sedan i en ultraljudsvåg och rengör det med kol och väte i 10 minuter för att rengöra ytan oljefläckar på arbetsstycket. Efter borttagning, placera den i en sekundär kolvätenrengöringstank och rengör den igen i 5 minuter för att avlägsna eventuellt kvarvarande avloppsvatten på ytan. Efter att ha tagit ut den igen, placera arbetsstycket i rengöringstanken i 3-5 minuter och filtrera ut kolväten. Byt ut rengöringsmedlet regelbundet var tredje timme under rengöringsprocessen för att säkerställa rengöringseffekten. Bred sedan ut arbetsstycket och placera det på lufttorkningsutrustningen i ca 10 minuter för att låta det lufttorka helt. Placera därefter arbetsstycket i överföringslådan.

5,Förpackning: Bär fingerskydd under hela förpackningsprocessen och ersätta dem i tid för att undvika direkt kontakt mellan huden och arbetsstycket, och för att förhindra fingermärken, smuts och dålig oxidation. Arbetsdelarna i förpackningsområdet ska inspekteras slumpmässigt enligt inspektionsanvisningarna och får endast läggas i förpackningen efter att ha bekräftat att de är korrekta och stämplade. Placera det förpackade arbetsstycket på förpackningsbordet och placera det i fackfacket i samma riktning innan du placerar det själv kontrollera om det finns några uppenbara defekter på arbetsstyckets yta. Efter att ha bekräftat noggrannheten anbringade förpackaren den inre lådetiketten och förseglade lådan för leverans.
6,Bekräftelse före leverans: Receptionen ska anbringa fraktetiketten, och QA ska bekräfta om materialkoden på fraktetiketten är korrekt, om det matchar den faktiska produkten, och om mängden är korrekt. Efter bekräftelse, fraktetiketten måste stämplas för bekräftelse innan leverans kan göras. Om det finns några avvikelser, snabb avvisande och problem återkoppling ska göras, och ändringar och omarbetning ska göras.
Emma Technology Co., Ltd. är en av de ledande professionella tillverkarna av precisionsmetalldelar i Kina, etablerad 2006 och bedriver huvudsakligen verksamhet som CNC-bearbetningsdelar, metallstämplar och plåtbearbetning.









